2机构功能的简单分析
4工艺流程分析
5执行机构的选择与比较
7运动循环图
12机构运动尺寸计算
13机械运动方案简图
19设计心得与体会
21参考文献
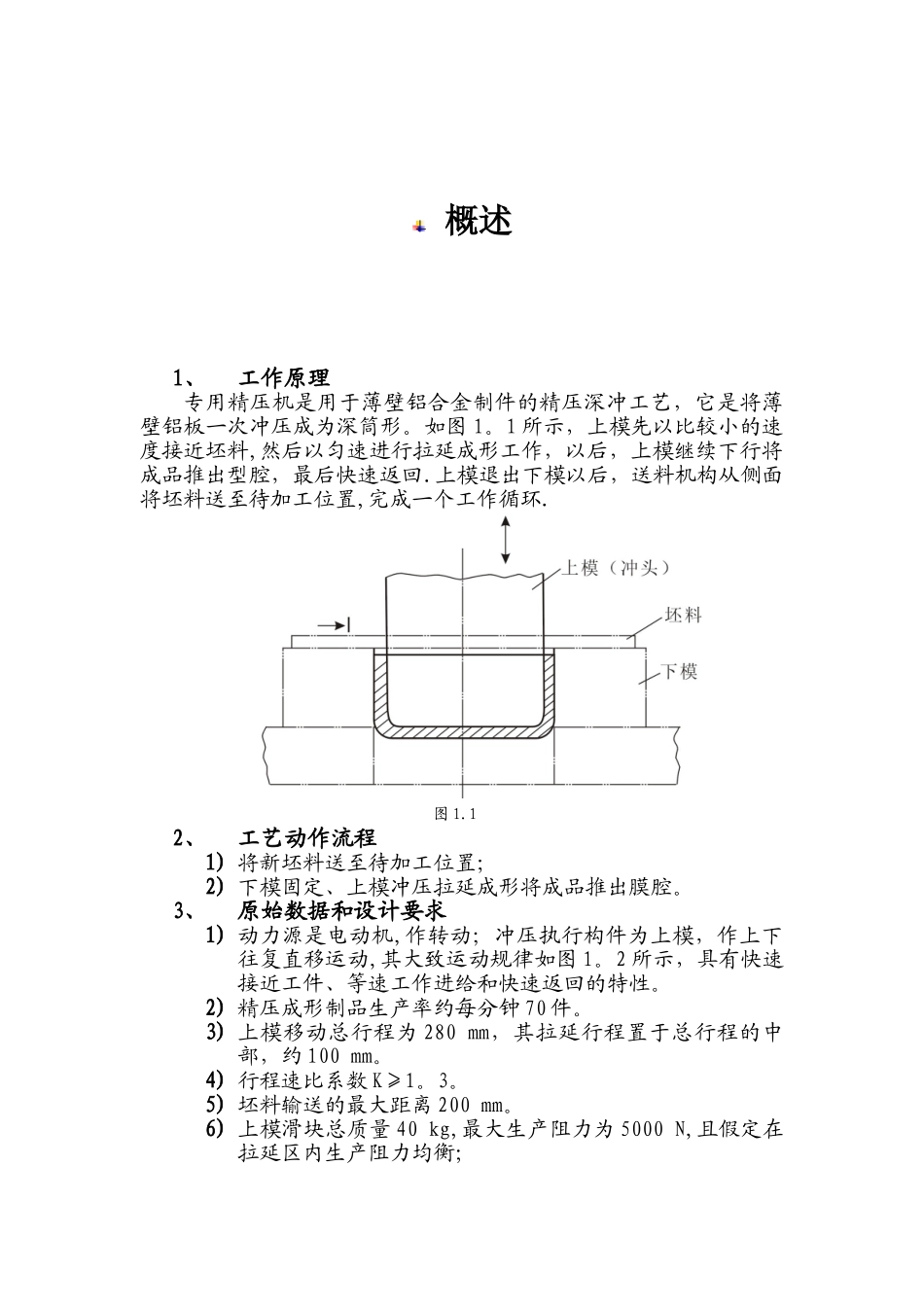
21概述1、工作原理专用精压机是用于薄壁铝合金制件的精压深冲工艺,它是将薄壁铝板一次冲压成为深筒形
1 所示,上模先以比较小的速度接近坯料,然后以匀速进行拉延成形工作,以后,上模继续下行将成品推出型腔,最后快速返回
上模退出下模以后,送料机构从侧面将坯料送至待加工位置,完成一个工作循环
12、工艺动作流程1) 将新坯料送至待加工位置;2) 下模固定、上模冲压拉延成形将成品推出膜腔
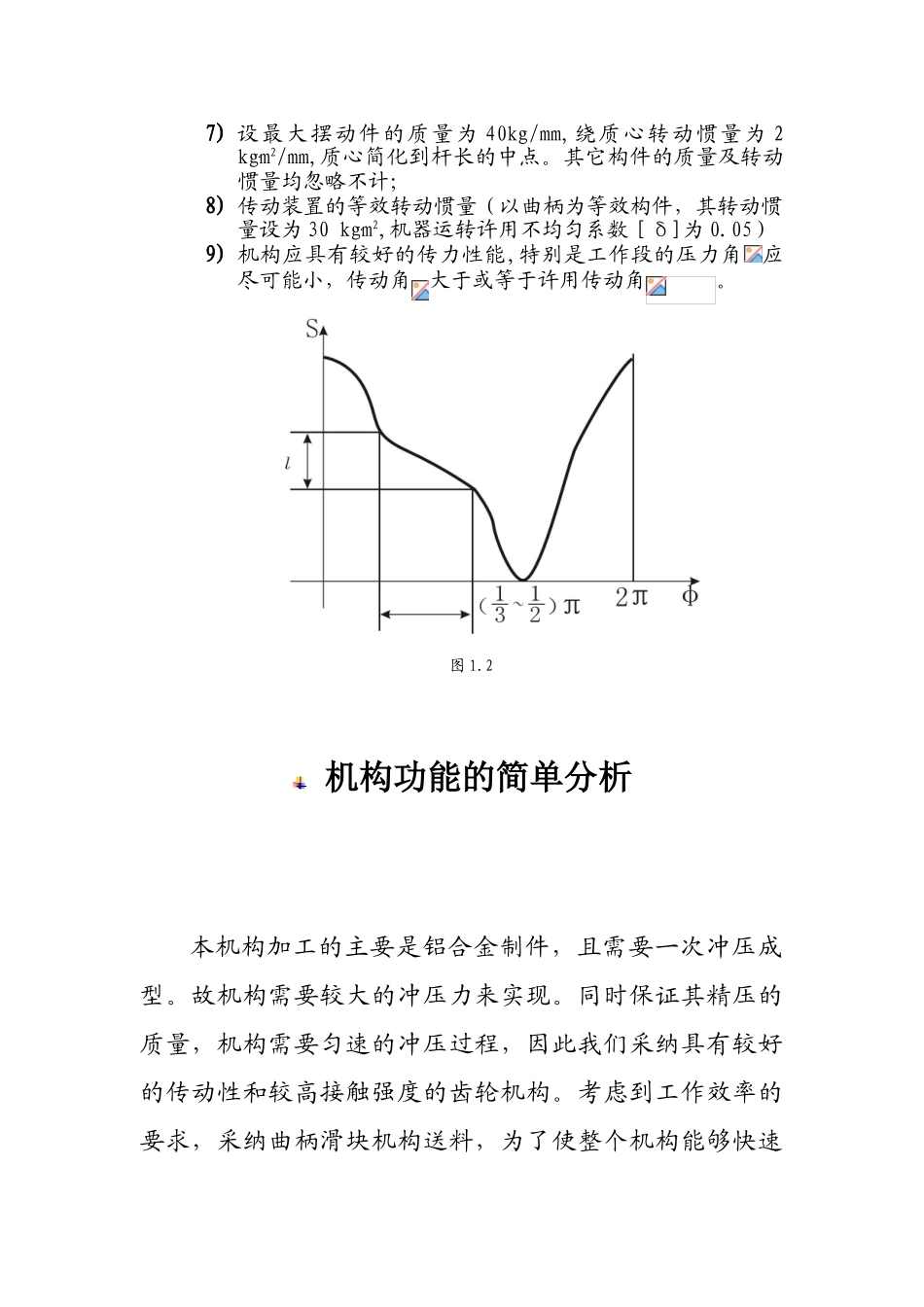
3、原始数据和设计要求1) 动力源是电动机,作转动;冲压执行构件为上模,作上下往复直移运动,其大致运动规律如图 1
2 所示,具有快速接近工件、等速工作进给和快速返回的特性
2) 精压成形制品生产率约每分钟 70 件
3) 上模移动总行程为 280 mm,其拉延行程置于总行程的中部,约 100 mm
4) 行程速比系数 K≥1
5) 坯料输送的最大距离 200 mm
6) 上模滑块总质量