内孔数控车削加工教案数控车床上孔加工工艺很多零件如齿轮、轴套、带轮等,不仅有外圆柱面,而且有内圆柱面,在车床上加工内结构加工方法有钻孔、扩孔、铰孔、车孔等加工方法,其工艺适应性都不尽相同
应根据零件内结构尺寸以及技术要求的不同,选择相应的工艺方法
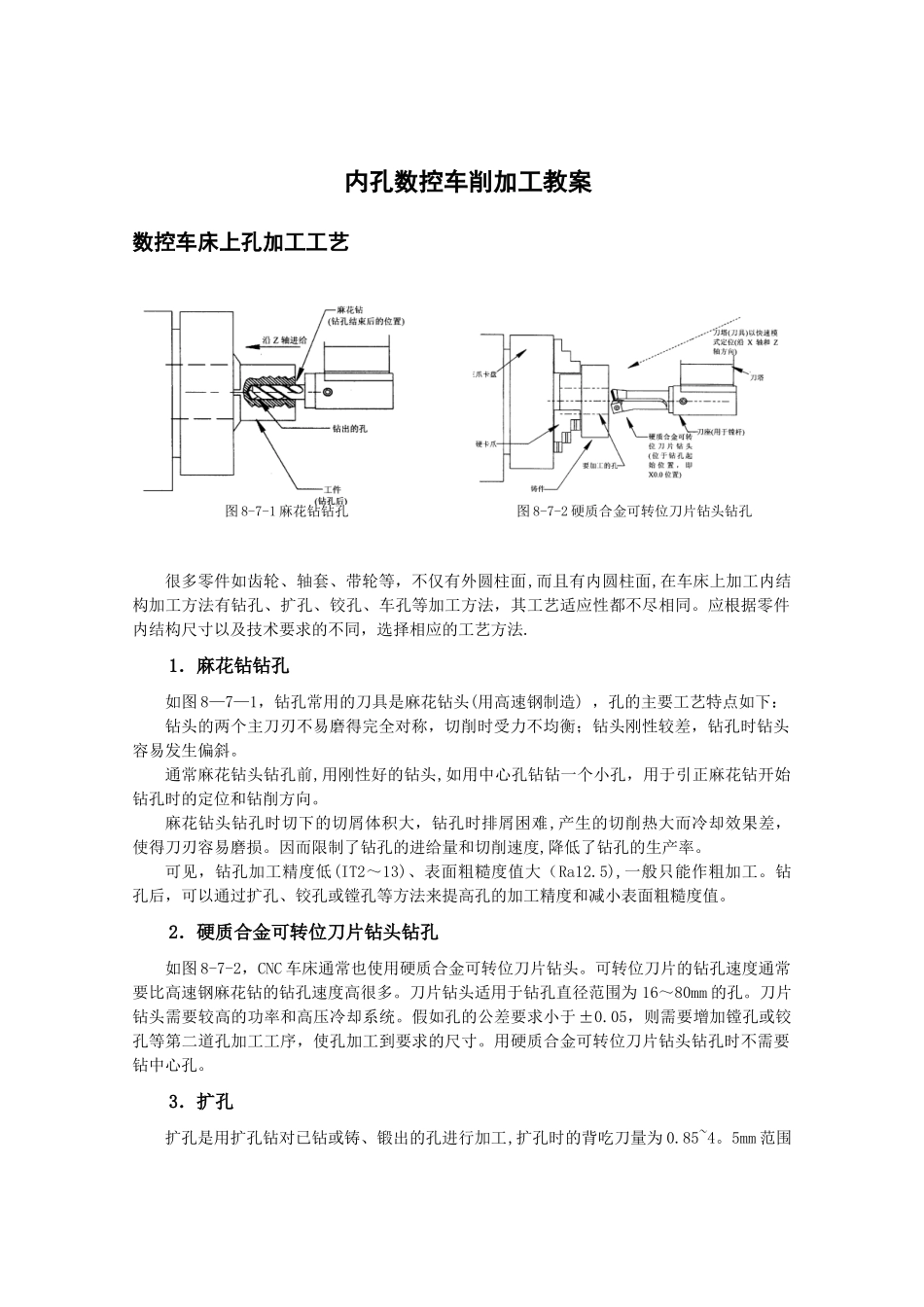
1.麻花钻钻孔如图 8—7—1,钻孔常用的刀具是麻花钻头(用高速钢制造) ,孔的主要工艺特点如下:钻头的两个主刀刃不易磨得完全对称,切削时受力不均衡;钻头刚性较差,钻孔时钻头容易发生偏斜
通常麻花钻头钻孔前,用刚性好的钻头,如用中心孔钻钻一个小孔,用于引正麻花钻开始钻孔时的定位和钻削方向
麻花钻头钻孔时切下的切屑体积大,钻孔时排屑困难,产生的切削热大而冷却效果差,使得刀刃容易磨损
因而限制了钻孔的进给量和切削速度,降低了钻孔的生产率
可见,钻孔加工精度低(IT2~13)、表面粗糙度值大(Ra12
5),一般只能作粗加工
钻孔后,可以通过扩孔、铰孔或镗孔等方法来提高孔的加工精度和减小表面粗糙度值
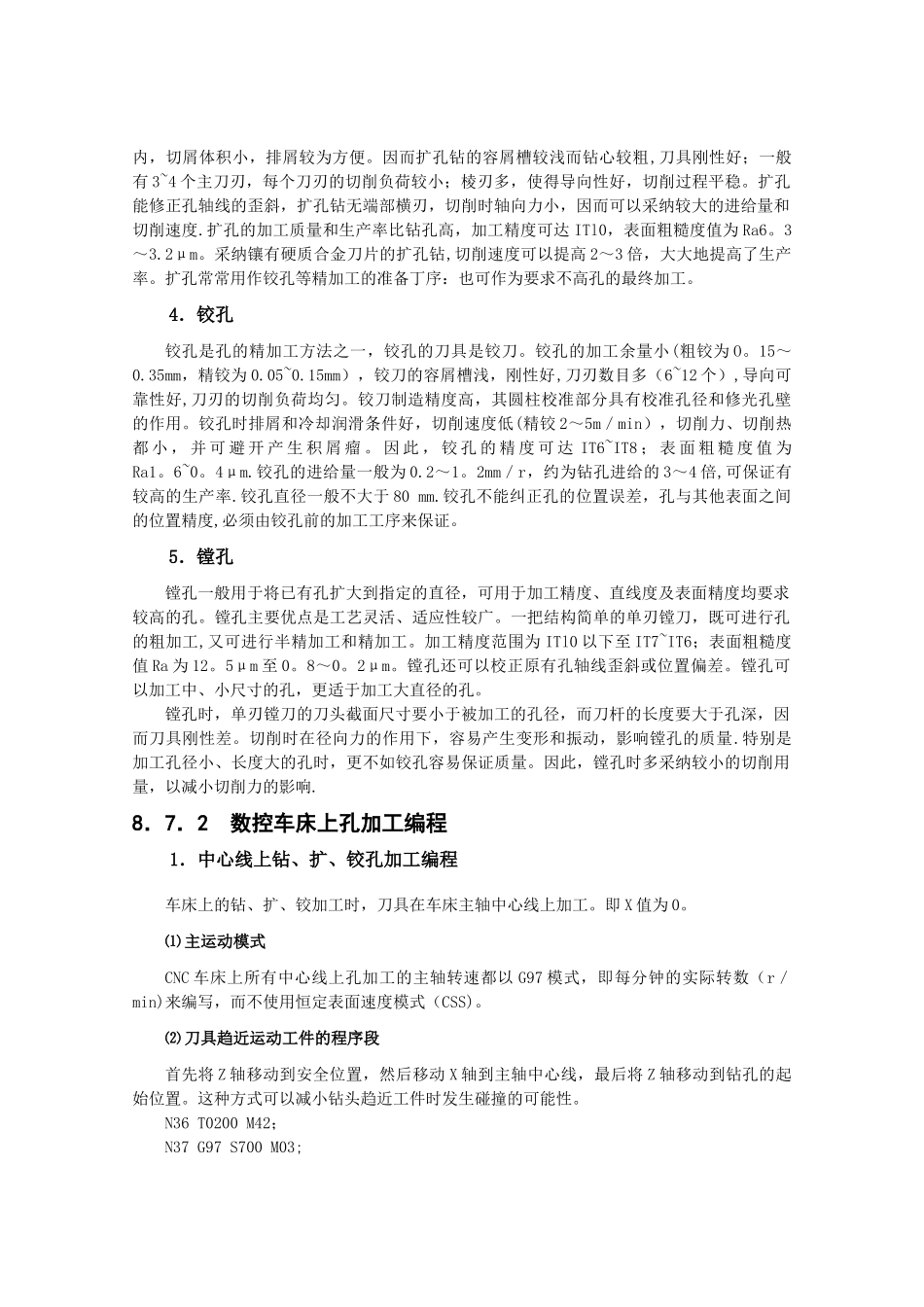
2.硬质合金可转位刀片钻头钻孔如图 8-7-2,CNC 车床通常也使用硬质合金可转位刀片钻头
可转位刀片的钻孔速度通常要比高速钢麻花钻的钻孔速度高很多
刀片钻头适用于钻孔直径范围为 16~80mm 的孔
刀片钻头需要较高的功率和高压冷却系统
假如孔的公差要求小于±0
05,则需要增加镗孔或铰孔等第二道孔加工工序,使孔加工到要求的尺寸
用硬质合金可转位刀片钻头钻孔时不需要钻中心孔
3.扩孔 扩孔是用扩孔钻对已钻或铸、锻出的孔进行加工,扩孔时的背吃刀量为 0
5mm 范围 图 8-7-1 麻花钻钻孔 图 8-7-2 硬质合金可转位刀片钻头钻孔内,切屑体积小,排屑较为方便
因而扩孔钻的容屑槽较浅而钻心较粗,刀具刚性好;一般有 3~4 个主刀刃,每个刀刃的切削负荷较小;棱刃多,使得导向性好,切削过程平稳
扩孔能修正孔轴线的歪斜,扩孔钻无端