阿克苏华锦大化肥节能技改项目焊接施工技术方案组织编制:审核:批准:中国化学工程第七建设有限公司年月日一、概述1、一个工程的总体施工质量,保证焊接质量是关键之一,而无损检测是检验焊接质量的重要手段
2、本工程为阿克苏大化肥节能技改工程,其焊接的主要钢材有碳钢(A53-B、A106-B、API5L、Q235-B)、低温钢(16Mn)、耐热合金钢(P5、P11、P22)、不锈钢(TP304、TP304/TP304L、TP304H)等
3、焊接管理执行公司企业标准---压力管道安装作业指导书《焊接管理工作程序》(QG/CC-7
018-02)
4、无损检测管理执行公司2002年的修订版《无损检测管理制度》
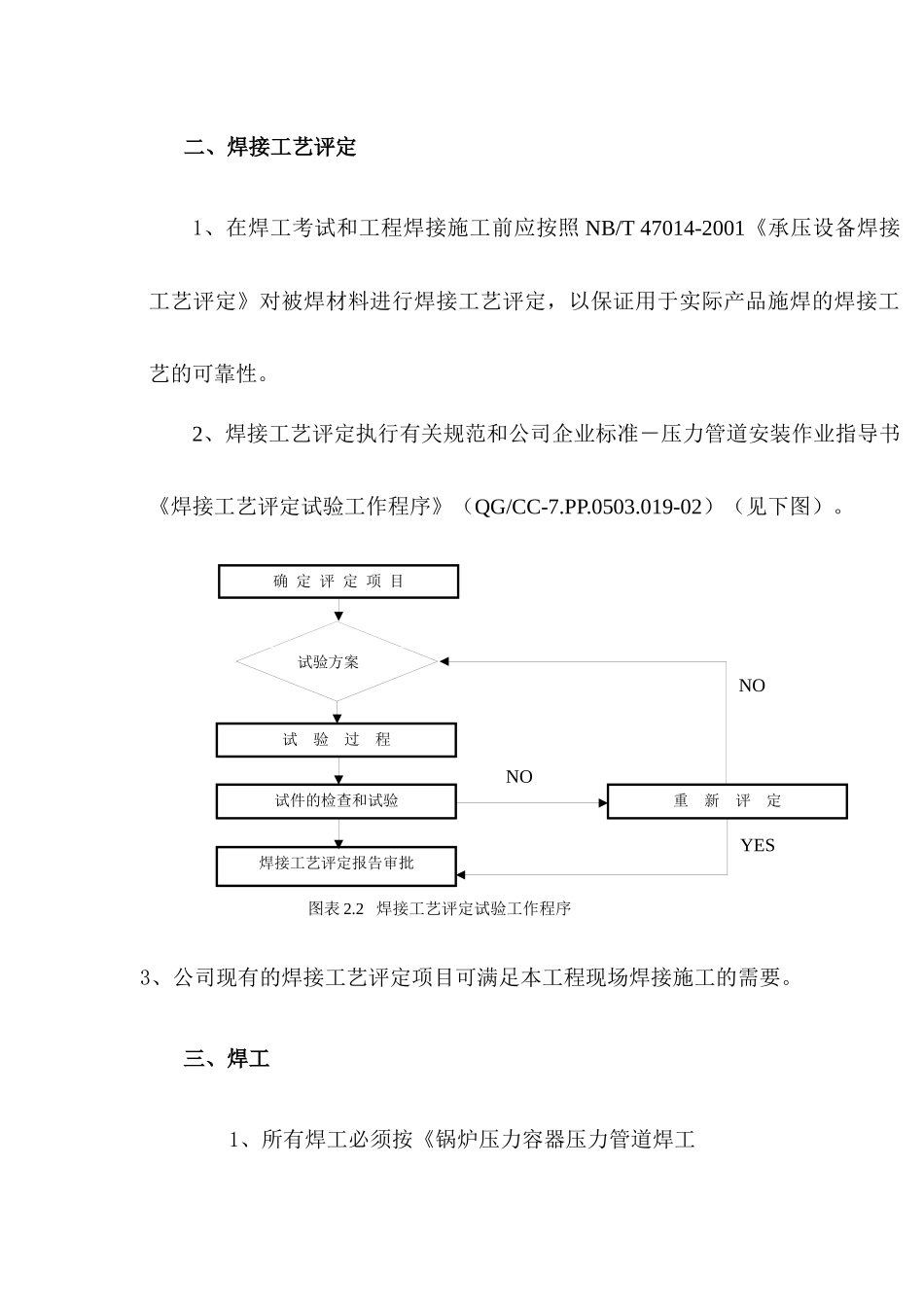
焊接工艺评定报告审批试验方案试验过程试件的检查和试验确定评定项目重新评定NONOYES二、焊接工艺评定1、在焊工考试和工程焊接施工前应按照NB/T47014-2001《承压设备焊接工艺评定》对被焊材料进行焊接工艺评定,以保证用于实际产品施焊的焊接工艺的可靠性
2、焊接工艺评定执行有关规范和公司企业标准-压力管道安装作业指导书《焊接工艺评定试验工作程序》(QG/CC-7
019-02)(见下图)
3、公司现有的焊接工艺评定项目可满足本工程现场焊接施工的需要
三、焊工1、所有焊工必须按《锅炉压力容器压力管道焊工图表2
2焊接工艺评定试验工作程序考试与管理规则》经焊工考试合格,取得国家质量技术监督局颁发的焊工合格证后方可参加焊接施工,且只能在自己考试合格的项目范围内施焊
2、焊工焊接资格的控制执行公司企业标准-压力管道安装作业指导书《焊工资格控制程序》(QG/CC-7
20-02)(见下图)
YESYESNONOYES了解工程情况确定焊工考试项目焊工资格审查培训和练习焊工提出考试审请焊工考试签发合格证焊接工作补考试件检查和试验3、公司