塑料模具基本结构简介一
概述塑料模就是利用其特定形状去成型具有一定形状和尺寸的塑料制品的工具
模具分类:模具分类冲压模普通冲裁模级进模复合模精冲模拉深模弯曲模成形模切断模其它冲压模**塑料模**热塑性塑料注射模热固性塑料注射模热固性塑料压塑模挤塑模吹塑模真空吸塑模其它塑料模锻造模热锻模冷锻模金属挤压模切边模其它锻造模铸造模压力铸造模低压铸造模失蜡铸造模翻砂金属模粉末冶金模金属粉末冶金模非金属粉末冶金模橡胶膜橡胶注射成型模橡胶压胶成型模橡胶挤胶成型模橡胶浇注成型模橡胶封装成型模其它橡胶模拉丝模热拉丝模冷拉丝模无机材料成型模玻璃成型模陶瓷成型模水泥成型模其它无机材料成型模模具标准件冷冲模架塑模模架顶杆螺丝其它模具食品成型模具包装材料模具复合材料模具合成纤维模具其它类未包括的模具模具加工的一般流程模具加工的一般流程以上所有模具,在其相应的生产领域中,都有其举足轻重的作用
因为我们个人的精力所限和社会分工的结果,使我们无法逐一去了解和精通每一种类型的模具奥秘,结合塑料中心实际,我们所看到和接触最多的模具便是塑料模,而几乎100%的塑料模具是热塑性塑料注射模
所以下面的内容我们将重点禅述此类模具细节
细分下去,热塑性塑料模具又可分为以下机几种:标准模具(两板模
拼合型腔模具,推板脱模模具)
冷流道模具和特殊设计模具
产品造型设计模具设计模具加工试模尺寸检测功能测试功能合乎要求成本合乎要求量产重新制模模具设计修改产品重设计NGNG二
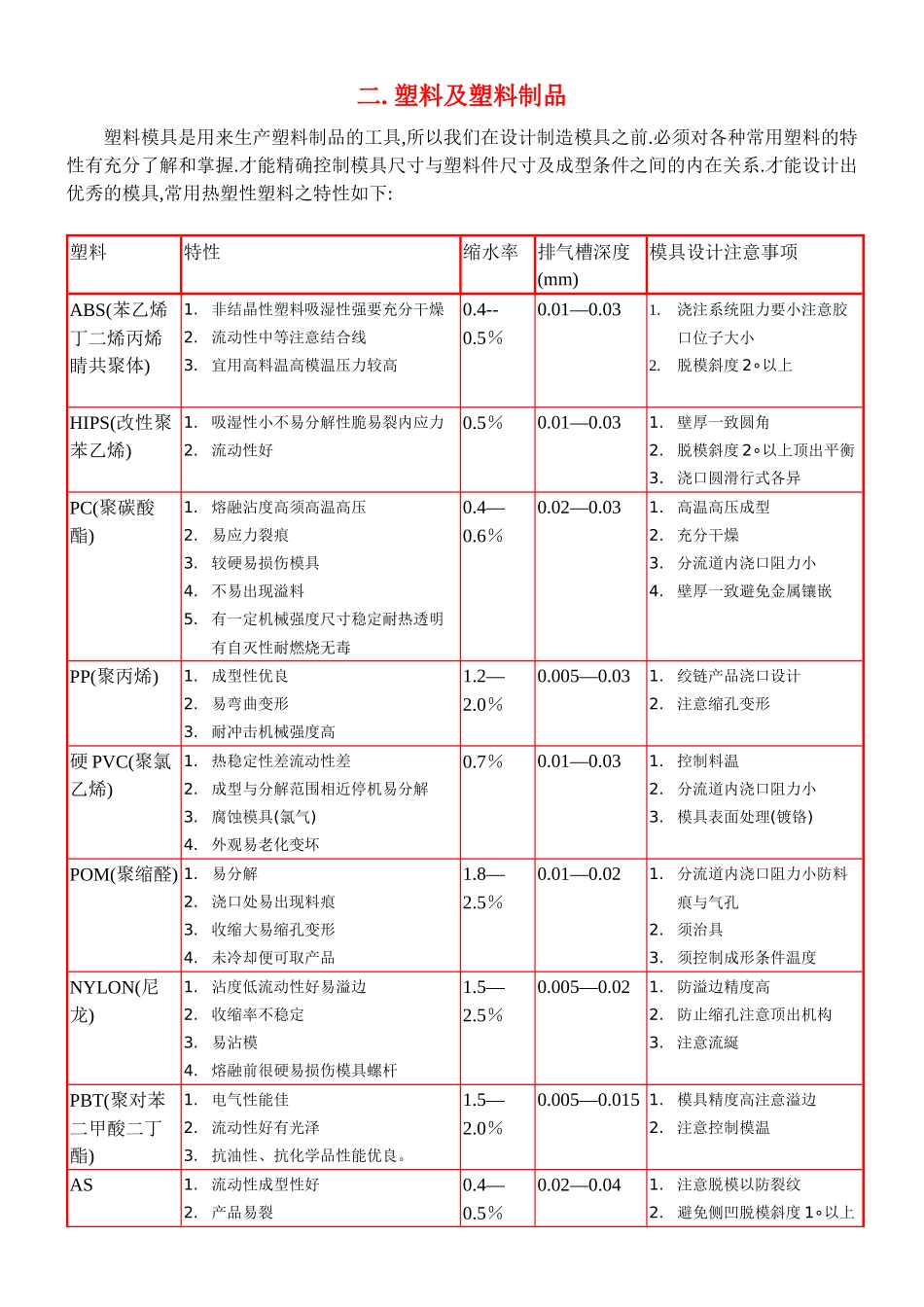
塑料及塑料制品塑料模具是用来生产塑料制品的工具,所以我们在设计制造模具之前
必须对各种常用塑料的特性有充分了解和掌握
才能精确控制模具尺寸与塑料件尺寸及成型条件之间的内在关系
才能设计出优秀的模具,常用热塑性塑料之特性如下:塑料特性缩水率排气槽深度(mm)模具设计注意事项ABS(苯乙烯丁二烯丙烯睛共聚体)1
非结晶性塑料吸