一、数控车床的刀具夹具及量具1
数控车床的刀具在数控机床加工中,产品质量和劳动生产率在相当大的程度上是受到刀具的制约
虽大多数车刀和铣刀等与普通加工所采用的刀具基本相同,但对一些工艺难度较大的零件,其刀具特别是刀具切削部分的几何参数,尚需作特殊处理,才能满足加工要求
1数控加工对刀具的要求1
1对刀具性能的要求(1)强度高为适应刀具在粗加工或对高硬度材料的零件加工时,能大切深和快走刀,要求刀具必须具有很高的强度;对于刀杆细长的刀具(如深孔车刀),还应具有较好的抗震性能
(2)精度高为适应数控加工的高精度和自动换刀等要求,刀具及其刀夹都必须具有较高的精度
如有的整体式立铣刀的径向尺寸精度高达0.005mm等
(3)切削速度和进给速度高为提高生产效率并适应一些特殊加工的需要,刀具应能满足高切削速度或进给速度的要求
如采用聚晶金刚石复合车刀加工玻璃或碳纤维复合材料时,其切削速度高达100m/min以上;日本UHSl0型数控铣床的主轴转速高达100000r/min,进给速度高达15m/min
(4)可靠性好要保证数控加工中不会因发生刀具意外损坏及潜在缺陷而影响到加工的顺利进行,要求刀具及与之组合的附件必须具有很好的可靠性和较强的适应性
(5)耐用度高刀具在切削过程中的不断磨损,会造成加工尺寸的变化,伴随刀具的磨损,还会因刀刃(或刀尖)变钝,使切削阻力增大,既会使被加工零件的表面精度大大下降,同时还会加剧刀具磨损,形成恶性循环
因此,数控加工中的刀具,不论在粗加工、精加工或特殊加工中,都应具有比普通机床加工所用刀具更高的耐用度,以尽量减少更换或修磨刀具及对刀的次数,从而保证零件的加工质量,提高生产效率
耐用度高的刀具,至少应完成l一2个大型零件的加工,能完成l一2个班次以上的加工则更好
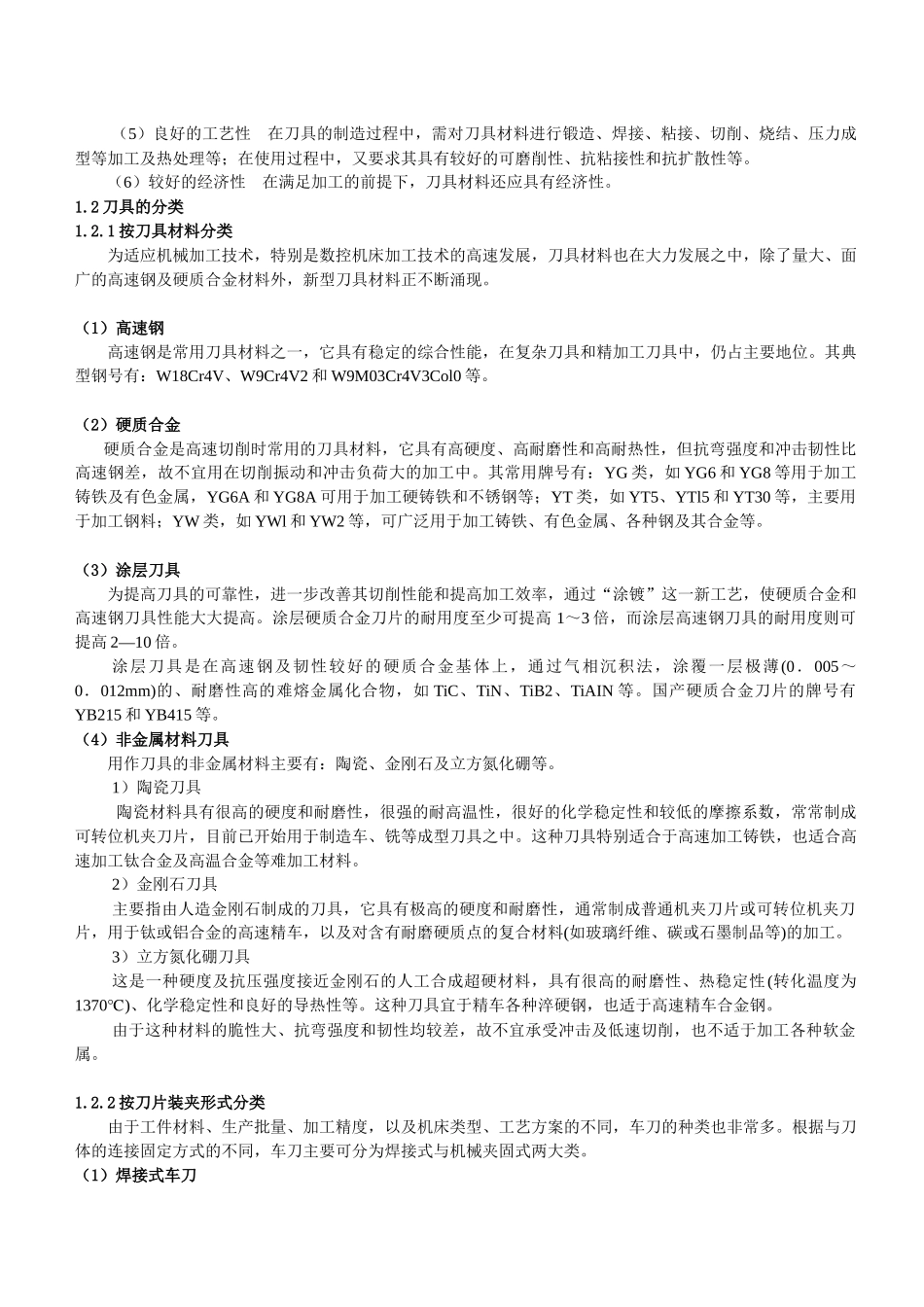
(6)断屑及排屑性能好有效地进行断屑及排屑的性能,对保证数控机床顺利、安全地运行具有非常重