烟台工程职业技术学院课时授课计划专业学科序号16课题第二章课题一:FANUC系统编程规则班级周星期月、日课节08春车10三11
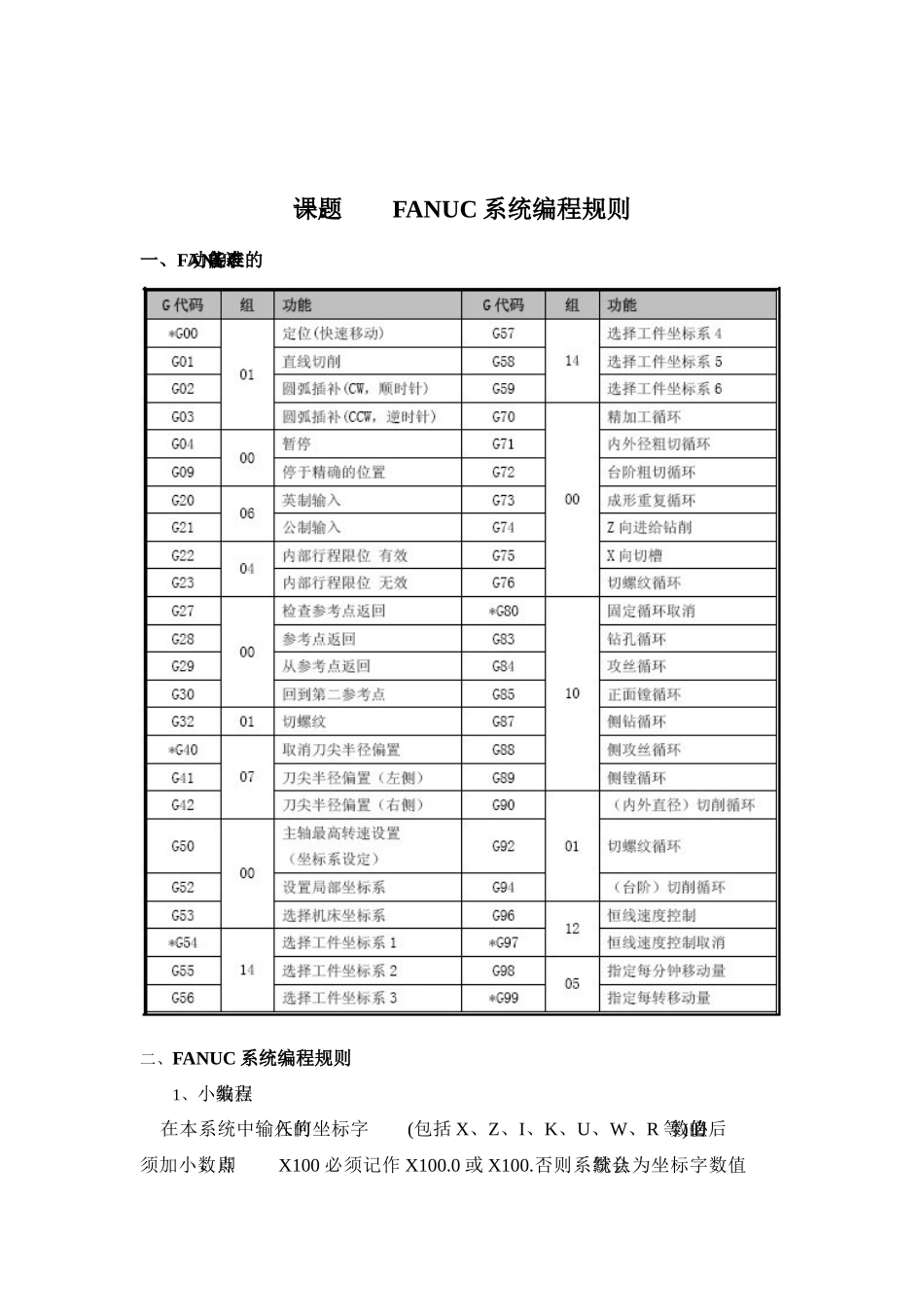
2教学方法互动教学法教具准备教材教案白板笔教学目的1、掌握FANUC的编程规则2、熟悉FANUC操作教学难重点教学过程设计1、复习提问2、导入新课3、讲授新课4、课堂小结5、作业课后体会课题一:FANUC系统编程规则一、FANUC的准备功能表二、FANUC系统编程规则1、小数点编程在本系统中输入的任何坐标字(包括X、Z、I、K、U、W、R等)的数值后必须加小数点,即X100必须记作X100
0或X100
否则系统会默认为坐标字数值为100×0
001mm=0
该功能可以通过参数关闭
2、绝对方式与增量方式FANUC-0i数控车系统中用U或W表示增量方式
在程序段出现U即表示X方向的增量值,出现W即表示Z方向的增量值
同时允许绝对方式与增量方式混合编程
注意与使用G90和G91表示增量的系统的区别
3、进给功能系统默认进给方式为转进给
4、程序名的指定本系统程序名采用字母O后跟四位数字的格式
子程序文件名遵循同样的命名规则
通常在程序开始指定文件名,程序结束须加程序结束指令
5.指令简写模式系统支持G指令或M指令简写
三、常用G代码G00、G01、G02、G03、G04、G32的应用在通用代码中已经讲过这里不再做重复的阐述
1、参考点返回指令G28G28X(U)____Z(W)____;其中X(U)、Z(W)为参考点返回时的中间点,X、Z为绝对坐标,U、W为相对坐标G28U0W0表示直接返回参考点2、恒线速控制有时为了提高效率和保证工件表面精度,需要以恒定的线速度来进行切削
指令格式:G96S__;S后面的数字表示的是恒定的线速度(m/min)
例如G96S150表示切削点的线速度控制在150m/min
用恒线速度控制加工端面、锥度和圆