艾默生TD3300变频器在表面处理生产线中的应用表面处理生产线是对布匹、广告纸等材料表面涂一层特殊的化学材料的过程,整条生产线都使用的是艾默生的TD3000系列变频器,在生产线的最后环节-收卷,使用的是艾默生TD3300变频器
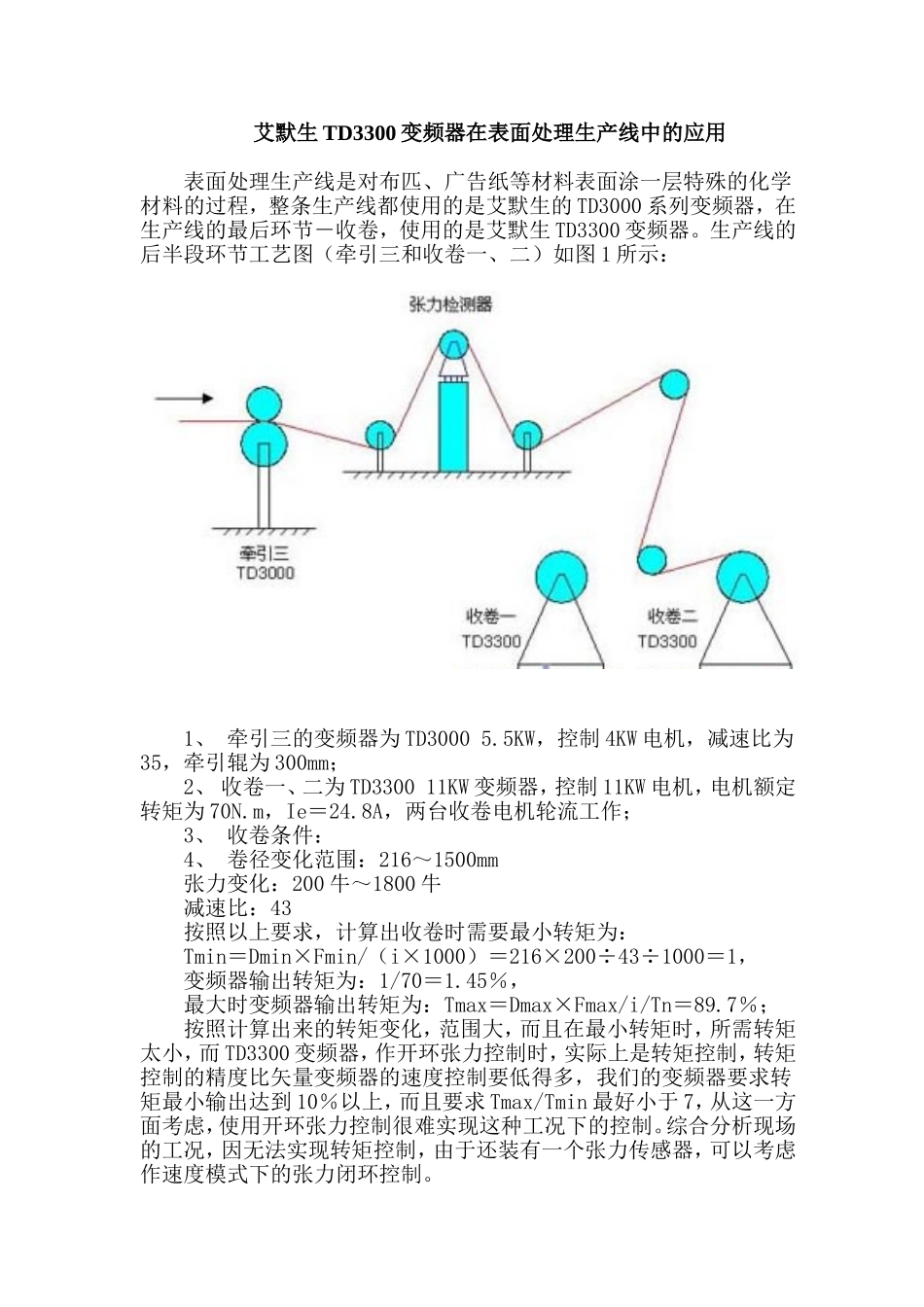
生产线的后半段环节工艺图(牵引三和收卷一、二)如图1所示:1、牵引三的变频器为TD30005
5KW,控制4KW电机,减速比为35,牵引辊为300mm;2、收卷一、二为TD330011KW变频器,控制11KW电机,电机额定转矩为70N
m,Ie=24
8A,两台收卷电机轮流工作;3、收卷条件:4、卷径变化范围:216~1500mm张力变化:200牛~1800牛减速比:43按照以上要求,计算出收卷时需要最小转矩为:Tmin=Dmin×Fmin/(i×1000)=216×200÷43÷1000=1,变频器输出转矩为:1/70=1
45%,最大时变频器输出转矩为:Tmax=Dmax×Fmax/i/Tn=89
7%;按照计算出来的转矩变化,范围大,而且在最小转矩时,所需转矩太小,而TD3300变频器,作开环张力控制时,实际上是转矩控制,转矩控制的精度比矢量变频器的速度控制要低得多,我们的变频器要求转矩最小输出达到10%以上,而且要求Tmax/Tmin最好小于7,从这一方面考虑,使用开环张力控制很难实现这种工况下的控制
综合分析现场的工况,因无法实现转矩控制,由于还装有一个张力传感器,可以考虑作速度模式下的张力闭环控制
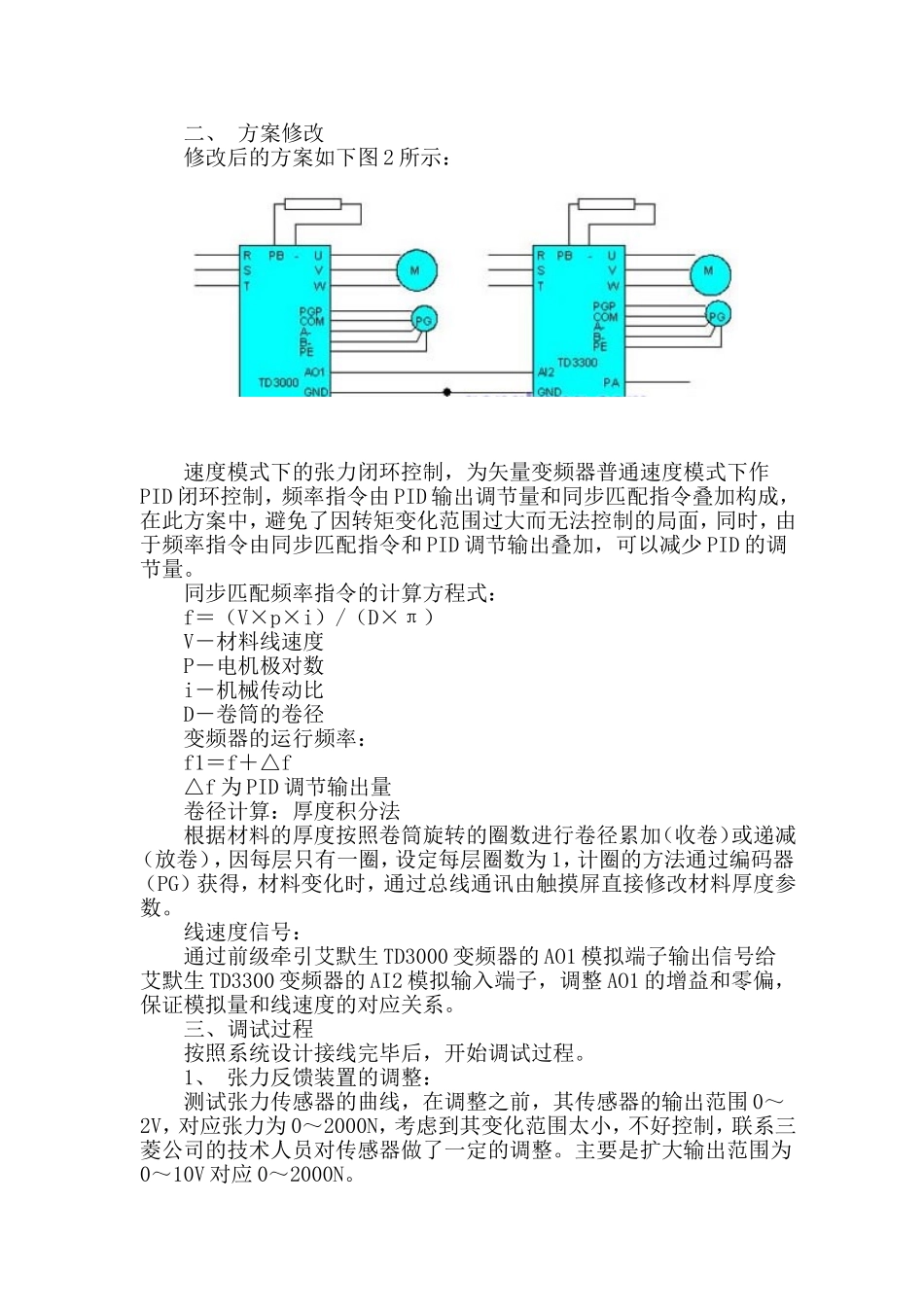
二、方案修改修改后的方案如下图2所示:速度模式下的张力闭环控制,为矢量变频器普通速度模式下作PID闭环控制,频率指令由PID输出调节量和同步匹配指令叠加构成,在此方案中,避免了因转矩变化范围过大而无法控制的局面,同时,由于频率指令由同步匹配指令和PID调节输出叠加,可以减少PID的调节量
同步匹配频率指令的计算方程式:f=(V×p×i)/(D×