第1页共17页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共17页常州机电职业技术学院项目课程教案教师姓名授课班级授课日期课时数6项目与模块名称项目二:数控铣削程序的编制与加工模块:带孔盘类零件教学场所数控加工技术项目教学室教学目标终极目标:会编制带孔盘类零件数控加工程序,能够确定加工方法
促成目标:1、会分析常见定位方式的定位误差;2、会编制孔加工方案;3、会选用孔加工刀具;4、会选用工具系统;教学重点孔加工固定循环G代码的指令格式、指令字的正确运用,孔位坐标的巧妙编写方法
教学难点各条指令的六步动作的理解、加工中刀位点的控制
更新、补充删节内容无所需工具、设备名称及数量多媒体课件、仿真软件、数控铣床及其相关刀具教学方法行动导向法、演示法、讲授法、现场教学练习法第2页共17页第1页共17页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共17页教学组织形式以组为单位的班级教学教学步骤与教学内容第3页共17页第2页共17页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共17页一、本课程的任务、性质、地位和作用:本课程主要学习数控铣削加工工艺知识,数控铣削刀具、夹具的选用知识,数控铣削程序设计知识,数控铣床选用、保养知识,数控铣床操作加工知识,了解数控铣工国家职业技能鉴定标准,使学生掌握数控铣削加工工艺编制方法,会选用数控铣床、刀具和夹具,会编制数控铣削程序,会操作数控铣床或数控仿真加工出中等复杂的零件,并且具有正确保养数控机床的能力
二、明确本次教学目标:终极目标:会编制带孔盘类零件数控镗铣工艺
促成目标:1、会分析常见定位方式的定位误差;2、会编制孔加工方案;3、会选用孔加工刀具;4、会选用工具系统;5、学会使用孔加工固定循环编写数控镗铣程序
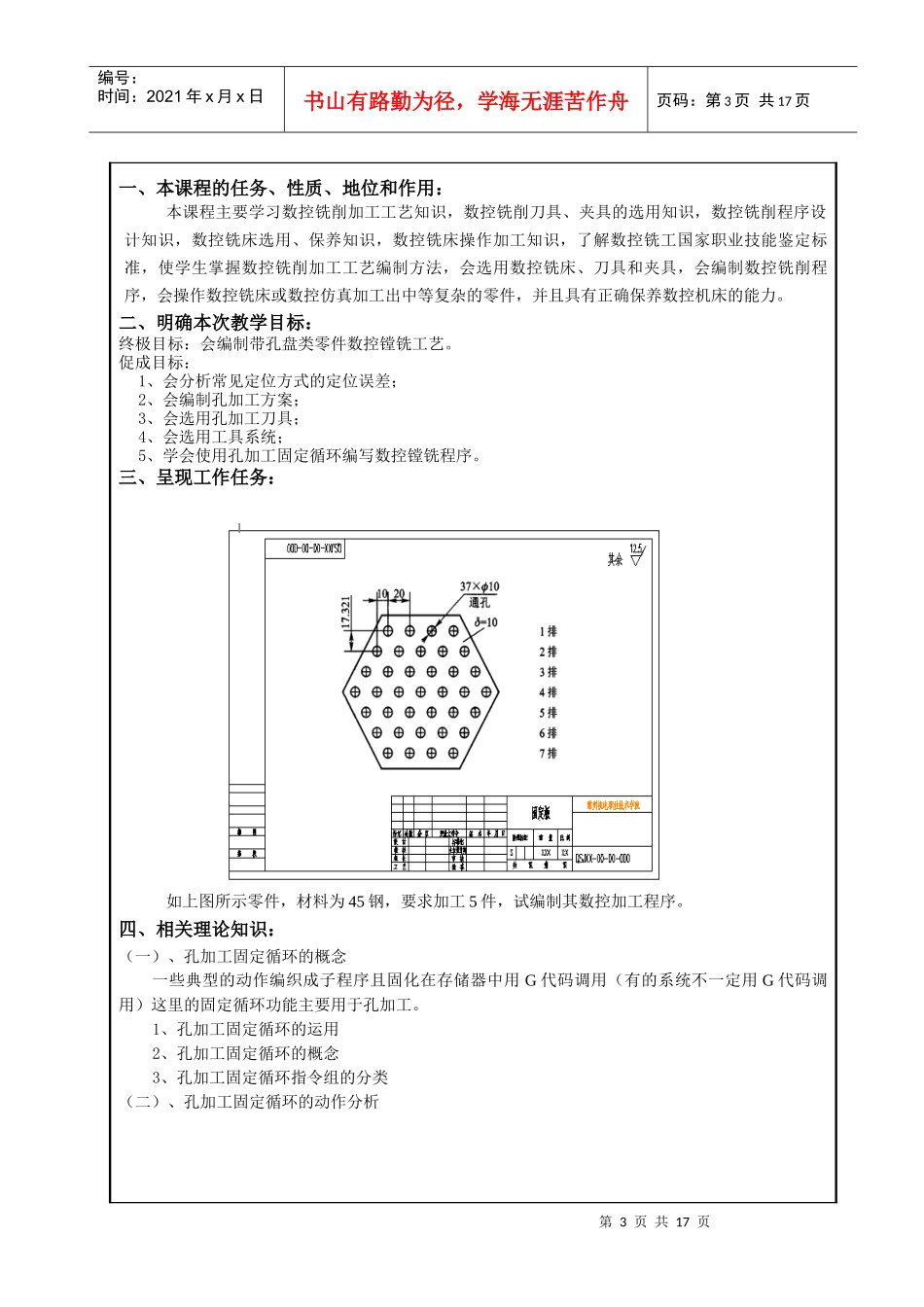
三、呈现工作任务:如上图所示零件,材料为45钢,要求