从多多罗大桥建设中看日本钢桥生产的组织管理1
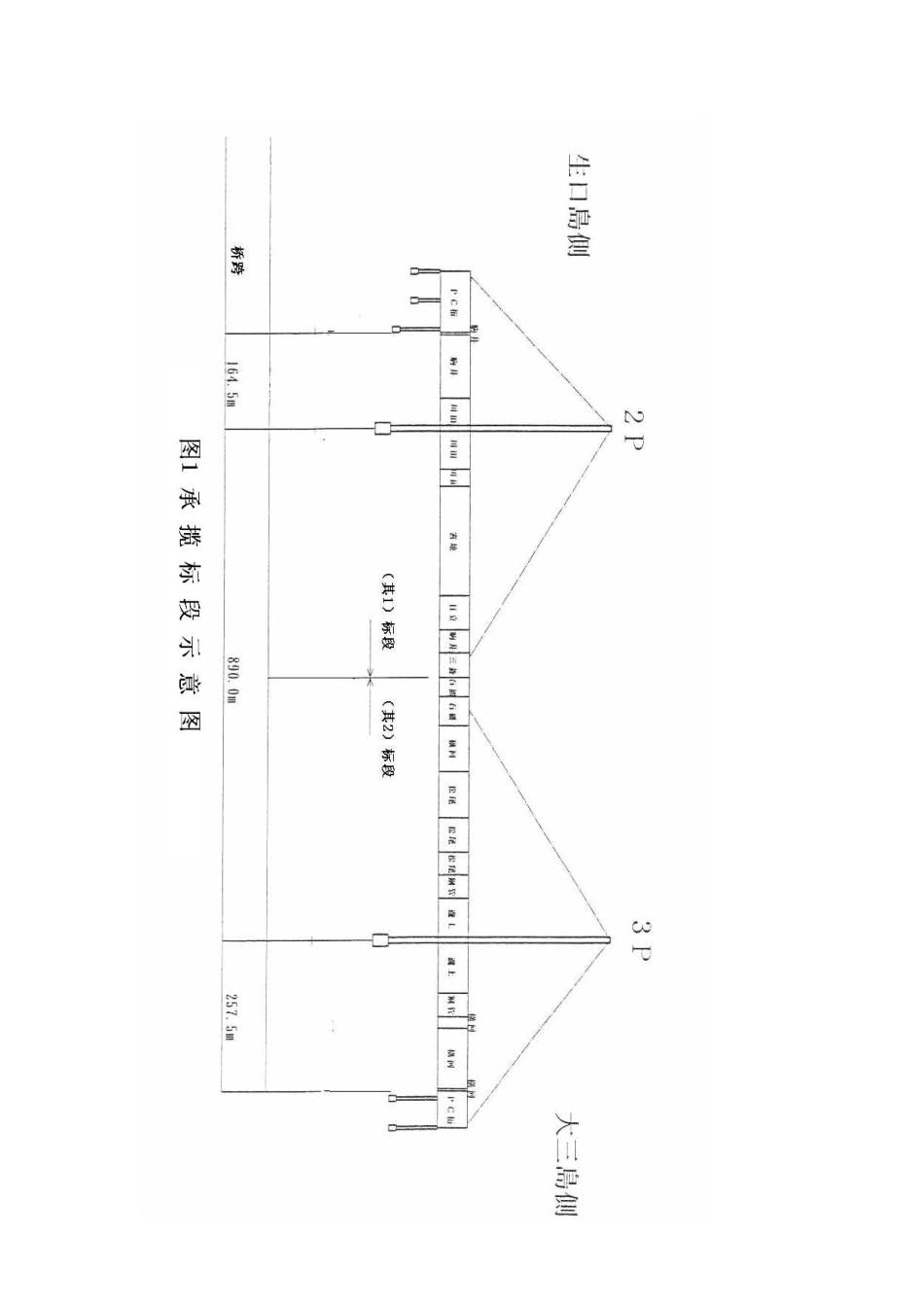
日本多多罗大桥的上部工程概要多多罗大桥在本州四国联络公团管辖的尾道~今治的通路(E通路)上,连结广岛县的生口岛和爱媛县的大三岛,其塔高220M、桥长1480M,竣工时(1997年8月)是世界上最大的斜拉桥
1994年4月1日,2个共同联合体(2JV)承揽了多多罗大桥的主塔、锚固架、钢索、主桁等的设计、制造、架设工程任务
由三菱、川田、宫地、日立、驹井组成的共同联合体承担多多罗大桥上部结构工程的第一部分,由石播、横河、钢管、泷上、松尾组成的共同联合体承担多多罗大桥上部结构工程的第二部分
1994年4月开始工厂制造的材料订购及放样作业,并配合现场架设施工计划顺次推进,1994年11月发出2P锚固架,到1997年8月架设桥中间合龙段,经过3年零4个月
本桥的特点:①塔高220M、桥长1480M、主跨890M的斜拉桥当时堪称世界第一
②主塔基部断面为12m×8
5m、普通部断面为6~5
6m×8~5
9m,是大断面
③塔下部、边跨、塔附近部分的主梁在工厂组装,进行大节段架设
④斜拉桥主梁轴向产生非常大的压缩力
⑤边跨端部配有PC梁是钢和PC梁的复合结构
⑥应对钢桥面板的疲劳,采用了反映出各种实验结果的制造方法和细部结构
⑦主塔相关的放样作业沿用了CAD设计时的数据
为确立和此桥特点有关的施工方法,2个联合体的10个会社成为一体,充分运用过去积累的施工经验,又对施工中可能发生的各种问题进行各种施工试验,事前进行了反复的研究
对于质量管理,联合体制定各自的管理项目,同时密切加强2个联合体的信息交流,注意使2个联合体的10个公司进行统一的施工建设
质量管理方针和体系2
1质量管理方针本工程的钢塔柱是由组成2个联合体的7家公司分别制造,因塔柱构件的直角度、垂直度、平面度的精度要求很高,所以在厚钢板的焊接、塔柱端面的全断面切削加工、大型构件的