零件分析1、零件的作用阶梯轴是机械加工中的典型零件之一,它主要用来支撑传动零件和传递转矩
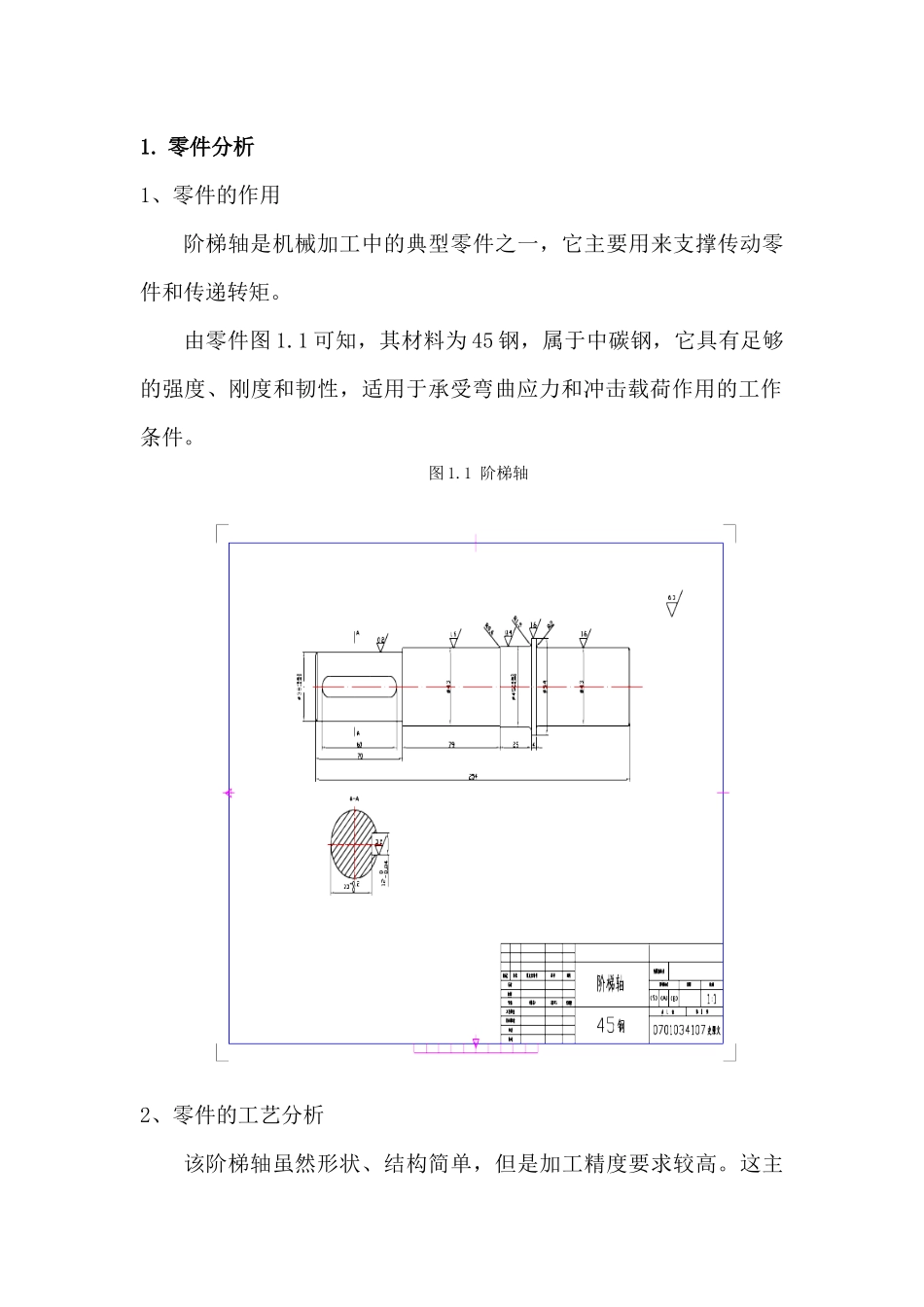
1可知,其材料为45钢,属于中碳钢,它具有足够的强度、刚度和韧性,适用于承受弯曲应力和冲击载荷作用的工作条件
1阶梯轴2、零件的工艺分析该阶梯轴虽然形状、结构简单,但是加工精度要求较高
这主要是为了提高阶梯轴在工作中承受冲击载荷能力,同时为增强其耐磨性,阶梯轴表面需要高频淬火处理,是表面硬度达到48~55HRC
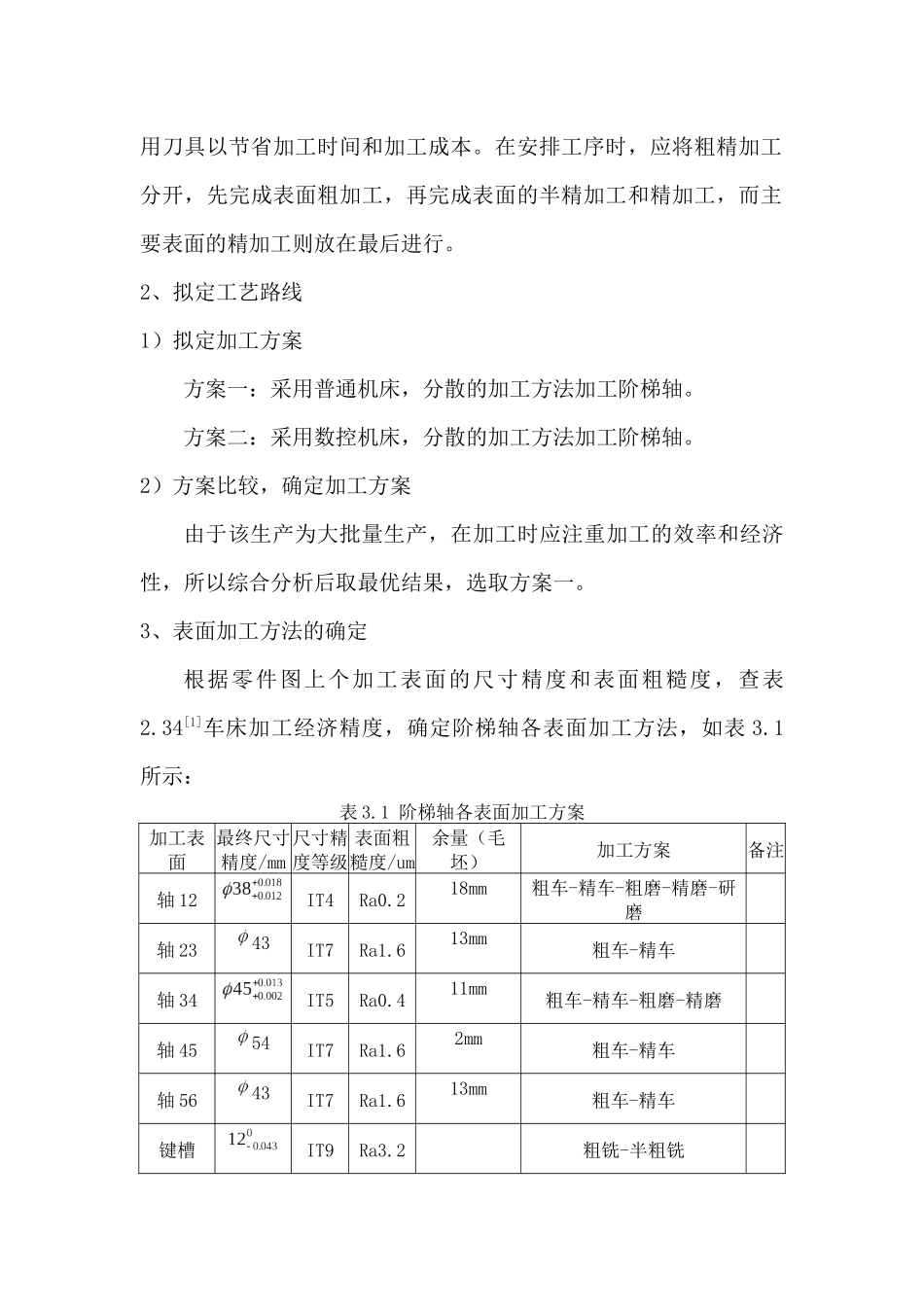
在加工过程中,阶梯轴主要工作表面精度IT7,很容易满足,根据表面粗糙度确定其加工工艺——粗车、半精车、精车的加工方法;对加工表面为IT4、IT5,其加工精度要求较高,同时根据表面粗糙度确定其加工工艺——粗车、半精车、精车、粗磨、粗精磨、精磨、研磨的加工方法
该零件主要工作表面43、45、38的外圆表面粗糙度分别为,,,在设计工艺规程时应重点予以保证
3、确定零件的生产类型依旧设计题目可知:产品的年产量为30000件/年,结合生产实际,备品率α和废品率β分别取3%和0
5%,零件的年产量为:2
确定毛坯类型材料同样可以通过锻造,铸造得到,但是考虑到加工的经济度,型材是最优选择
由于阶梯轴在工作过程中要求受冲击载荷,为增强其强度和冲击韧度,获得纤维组织,毛坯选择型材,棒料,截断成
工艺规程设计1、由零件的生产类型的详尽分析,根据表7
4[3],该生产类型为轻型机械,大批量生产
所以在生产过程中应尽量选择专用夹具,专用刀具以节省加工时间和加工成本
在安排工序时,应将粗精加工分开,先完成表面粗加工,再完成表面的半精加工和精加工,而主要表面的精加工则放在最后进行
2、拟定工艺路线1)拟定加工方案方案一:采用普通机床,分散的加工方法加工阶梯轴
方案二:采用数控机床,分散的加工方法加工阶梯轴
2)方案比较,确定加工方案由于该生产为大批量生产,在加工时应注重加工的效率