常规修理船舶管子工艺流程及必备知识常规船舶修理一般来讲涉及到铜工的流程为船上拆除---内场制作---船上安装,因此可以根据此三点来具体分析
一、船上拆除1
拆除前的准备工作:a
确定主管与工长所交代的工作内容b
确定拆除该管子所传送的介质,包括与该系统相关联的阀泵c
熟悉管子的基本走向及正反方向2
拆除中的注意事项:a
油管及易燃气体管拆除必须冷工作业b
热工作业的管道须考虑周围环境,做好防护措施,防止火花四溅c
法兰连接的管道须做好标识d
保护好特殊管道的法兰垫片3
拆除后的工作a
对渗漏的管道进行封堵b
配合起重工将管子吊车间二、内场制作1.支管制作的工艺要求a
一般情况下尽可能做成垂直支管
如图1所示;b
尽可能避免做成斜支管,在不能避免的情况下应按管路顺流开斜支管
如图2所示:c
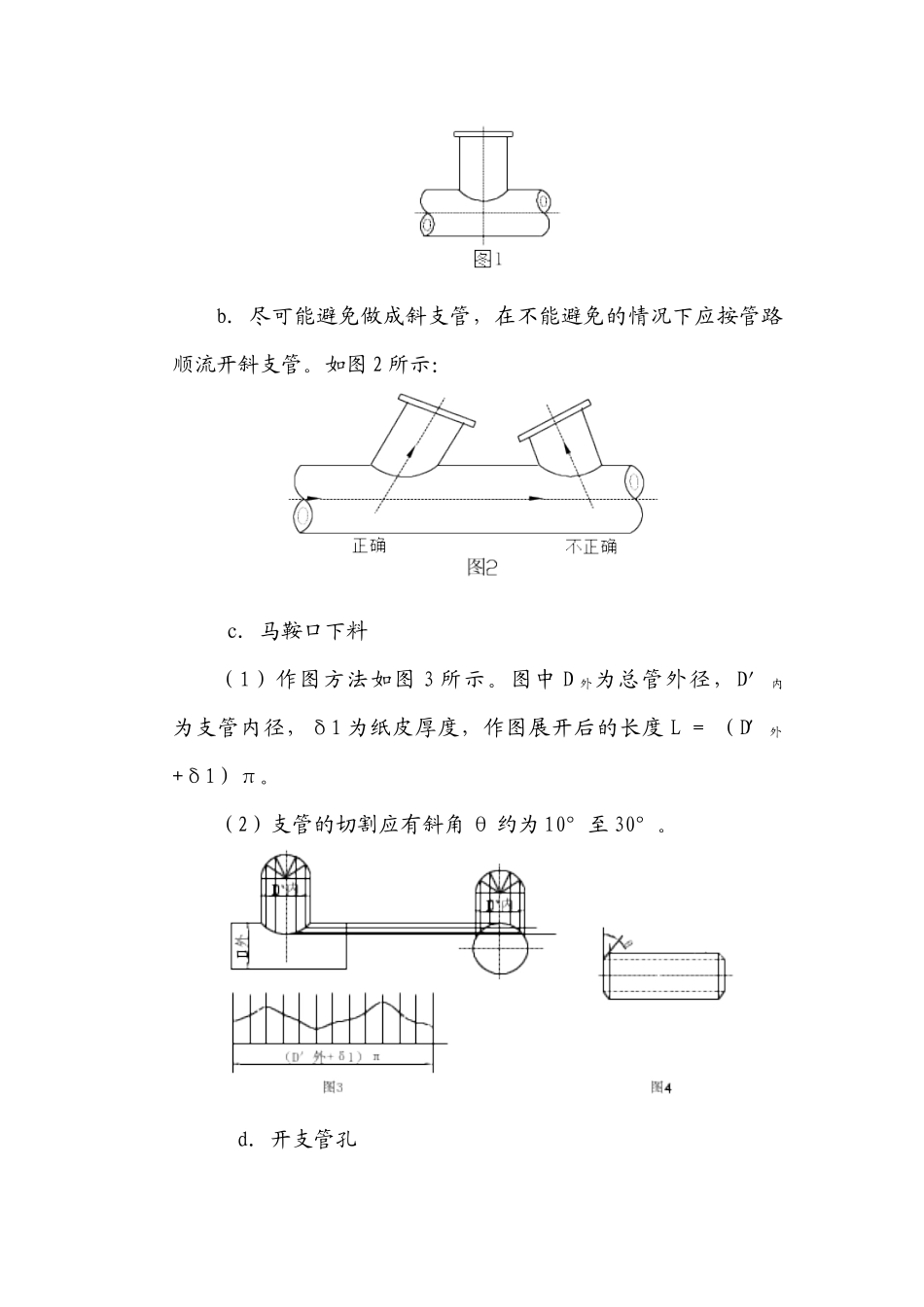
马鞍口下料(1)作图方法如图3所示
图中D外为总管外径,D′内为支管内径,δ1为纸皮厚度,作图展开后的长度L=(D′外+δ1)π
(2)支管的切割应有斜角θ约为10°至30°
开支管孔a、双面焊接b、单面焊接(1)总管上的支管孔应在支管马鞍口下料后,利用支管马鞍作靠模划线,支管孔边与划线的距离为S
如图5所示单面焊接时:S=δ+1~2mm双面焊接时:S=1
5δδ为支管壁厚(2)支管孔直径小于40mm时采用机械钻孔,支管孔大于40mm时采用风焊割孔2
法兰与管子的连接的工艺要求:如下图和表1所示
表1公称通径mmS1(mm)S2(mm)S3(mm)100以下0
5-1K+10-1125-2501-2K+10-1
5300以上3K+10-2K:表示焊缝高度=管子厚度x70%,焊缝高度不小于5mm
(1)双面焊接a、所有动力管系均应双面焊接,如:燃油、滑油、淡水、海水、压缩空气、二氧化碳、蒸汽、液压等管系
b、特殊法兰应按图纸要求施工
(2)单面焊接a、单面焊接的管子管口应用机械切割