个人资料整理仅限学习使用自动控制原理课题研究课题名称:描述一个自动控制原理实例并建立其数学模型个人资料整理仅限学习使用连铸机结晶器液位控制系统及其数学模型摘要:在国内,结晶器液位控制系统已成功地应用在了板坯连铸机上,但小方坯连铸机还都是手动开浇,人工控制结晶器液面高度,自动控制技术远远落后于发达国家,钢坯质量很难得到改善
这是我国连铸机工业面临的一大问题
本文通过文献检索,总结了一种适用于小方坯连铸机的结晶器液位自动控制系统,根据液位控制的机理建立了各个环节的数学模型,并且该系统具有结构简单、抗干扰能力强,调整时间短等优点,可同时兼顾控制系统的动静态性能
关键词:连铸机,结晶器液位控制,数学模型正文一.连铸工艺原理和连铸设备简况连铸是连续铸钢的简称,是使钢水不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的铸造工艺
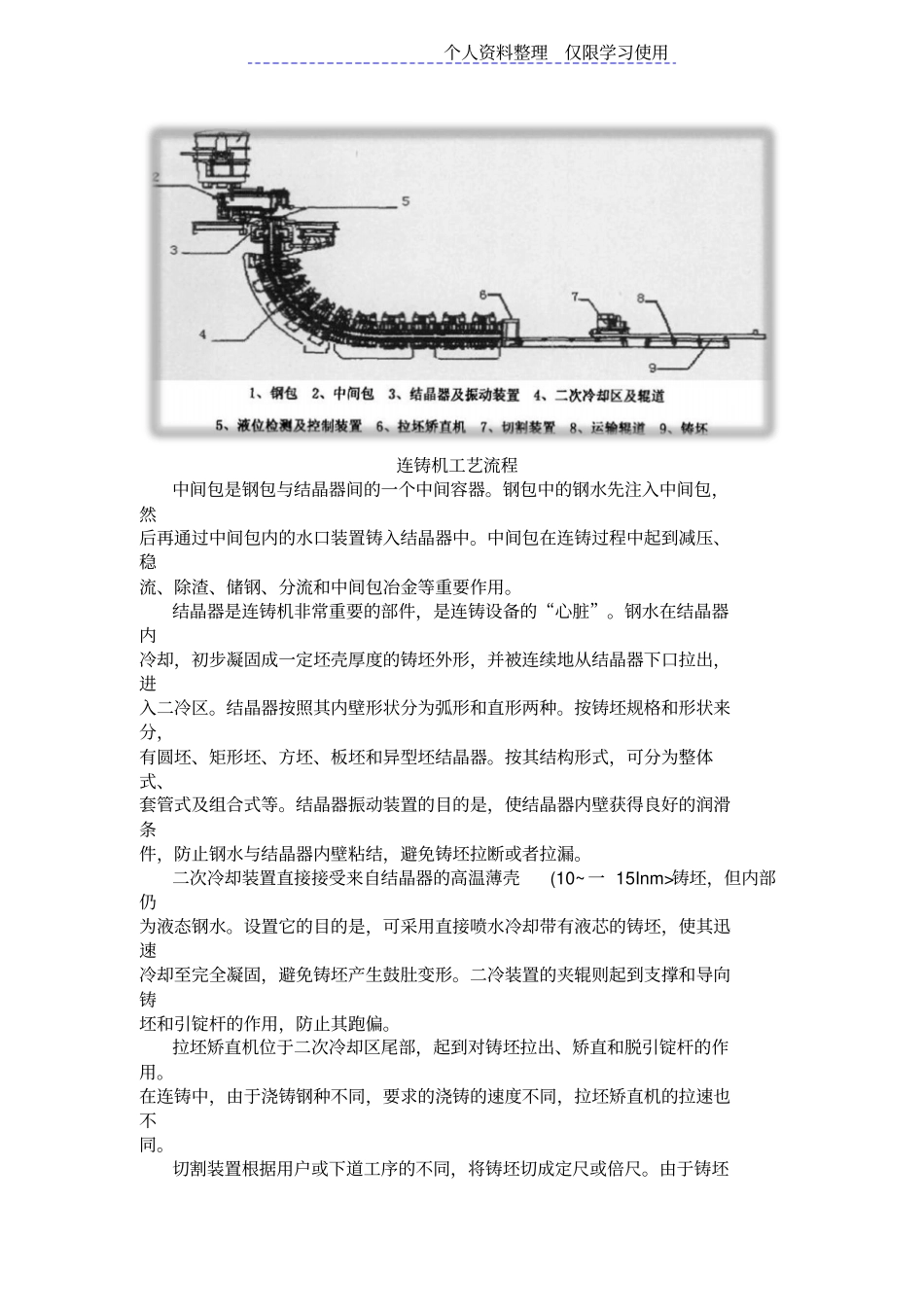
连铸的一般生产工艺流程,如图1
由炼钢炉炼出的合格钢水,经钢包运送到浇铸位置,通过中间包铸入强制水冷结晶器内
铸入结晶器的钢水在迅速冷却凝固形成铸坯的同时,其前部与伸入结晶器底部的引锭杆头部凝结在一起
当结晶器内钢水升到要求的高度后,开动拉坯机,以一定速度把引锭杆从结晶器中拉出
铸坯被拉出后,通过二次冷却区域,使其更快的散热冷却并继续逐渐凝固
然后经过矫直机矫直后,完全凝固的直铸坯由切割设备切成定尺,经运输辊道进入下道工序
连铸生产所用的设备,实际上是包括在连铸作业线上的一整套机械电气及控制设备
其主要设备包括钢包及其运送设备、中间包、结晶器及其振动装置、二次冷却装置、拉坯矫直装置、铸坯切割装置、铸坯运输装置以及各部分电气和自动化控制装置等
炼钢炉炼出的连铸用合格钢水装入钢包,经过炉外精炼设备处理后,由钢包运送设备运送到连铸机浇铸位置,供给中间包所必需的钢水
目前,生产上使用的主要有四种型式的设备:专用起重机、固定