大型压缩机进出口管道零应力施工一、总则1
为了更好的指导公司大型压缩机进出口管道无应力配管施工及调整,保证施工质量,规范员工的操作行为,特制订本施工工艺标准
本施工工艺标准适用于大型压缩机进出口管道无应力配管施工及调整
遵循的标准规范3
1《石油化工有毒、可燃介质钢制管道工程施工及验收规范》SH3501-20113
2《石化金属管道工程施工质量验收规范》GB50517-20103
3《现场设备、工业管道焊接工程施工规范》GB50236-20113
4《化工机器安装工程施工及验收规范》HG202033
5《压力管道规范工业管道》GB/T208013
6《工艺管道》ASMEB31
7《石油化工施工安全技术规程》SH3505二、施工程序1
配管期间施工的程序接下页施工准技术交图纸资机具材管段预立管安立管法兰与压缩机法兰找正、2
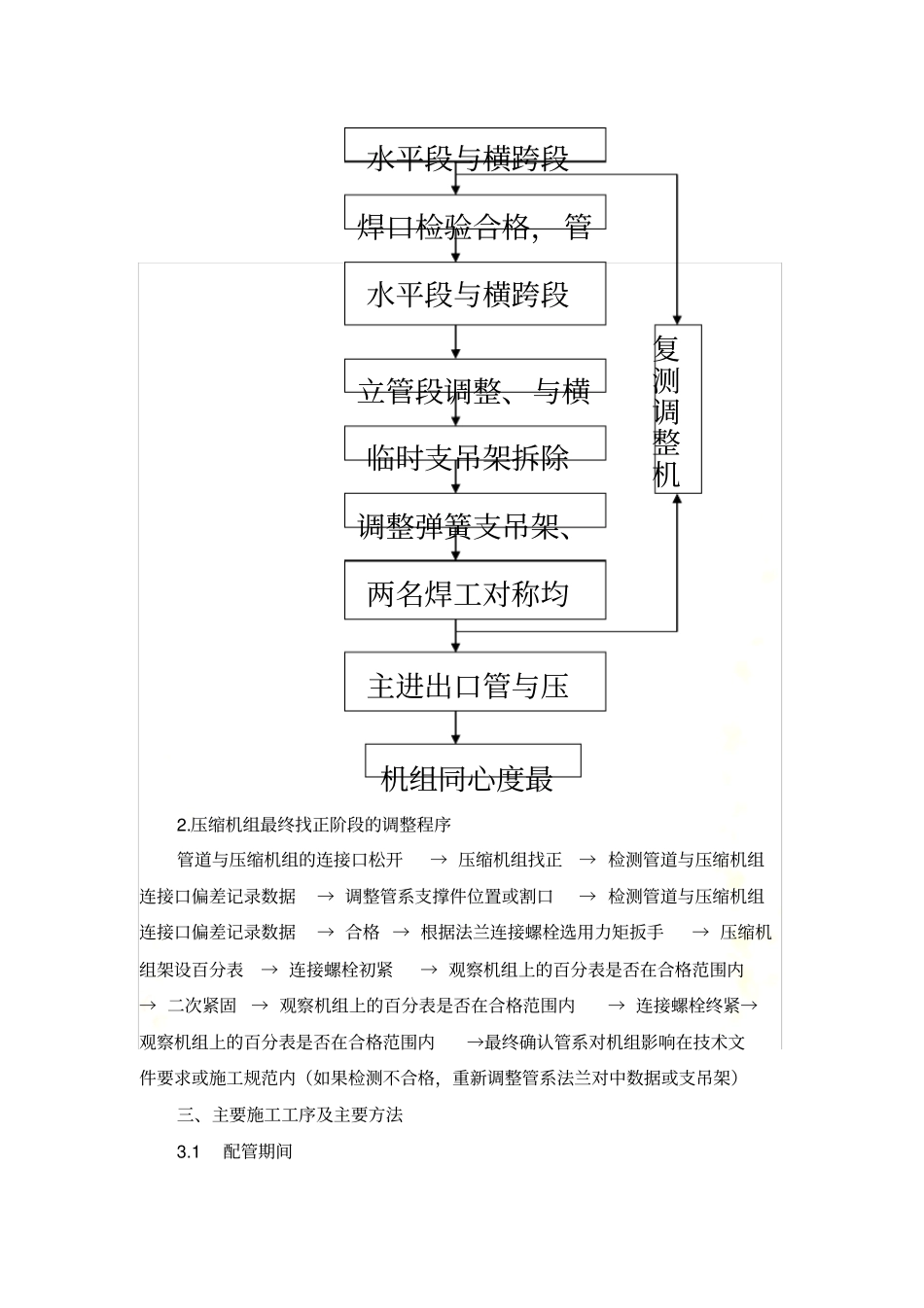
压缩机组最终找正阶段的调整程序管道与压缩机组的连接口松开→压缩机组找正→检测管道与压缩机组连接口偏差记录数据→调整管系支撑件位置或割口→检测管道与压缩机组连接口偏差记录数据→合格→根据法兰连接螺栓选用力矩扳手→压缩机组架设百分表→连接螺栓初紧→观察机组上的百分表是否在合格范围内→二次紧固→观察机组上的百分表是否在合格范围内→连接螺栓终紧→观察机组上的百分表是否在合格范围内→最终确认管系对机组影响在技术文件要求或施工规范内(如果检测不合格,重新调整管系法兰对中数据或支吊架)三、主要施工工序及主要方法3
1配管期间水平段与横跨段焊口检验合格,管水平段与横跨段立管段调整、与横临时支吊架拆除调整弹簧支吊架、两名焊工对称均主进出口管与压机组同心度最复测调整机3
1正确选择配管工艺的先后顺序,是整个机组安装质量的保证和施工进度的关键
配管工作严禁从机组主体开始,管道焊口焊接顺序要按照先从机组设备口的焊缝开始焊接,正常机组相关管道的布置受安装位置的局限