关于提高油缸油液清洁度的几点思路与控制方法的探讨如何控制油缸的油液清洁度,涉及到油缸制造的每一个工序,能否控制好工序间零部件加工的清洁度,直接影响到油缸试验油液的最终效果
我想就目前的设备条件,与制造部各车间相互配合,以两种伸缩油缸(各2支)作为油缸油液清洁度的试验样品,应用下列控制要素,全程跟踪记录,用数据说话,得出目前油缸油液清洁度的真实数据,试验时间以这两种产品办理交库为期限以最终检测数据为依据,探讨下列活塞杆和缸筒清洁度控制方法的可行性
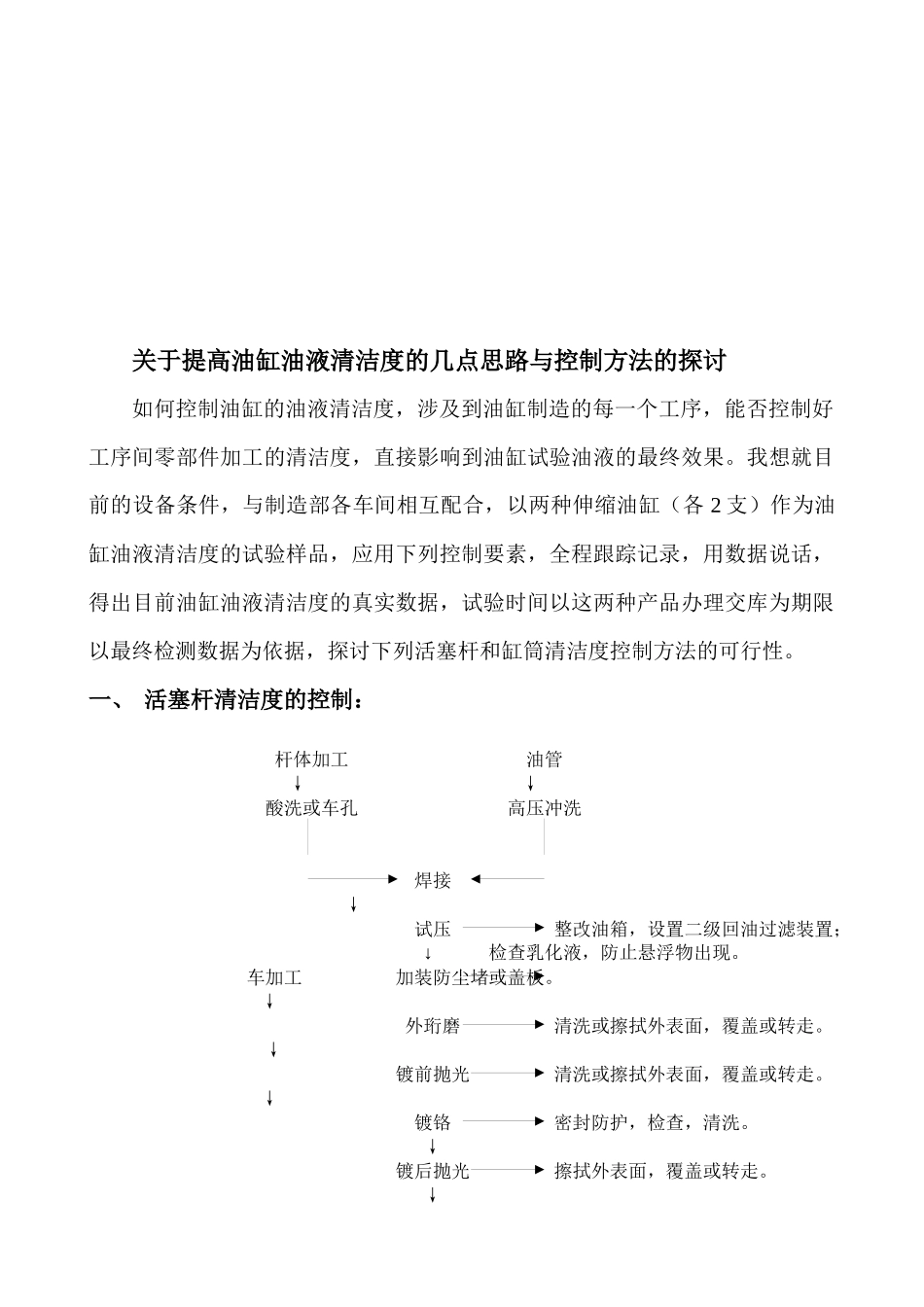
一、活塞杆清洁度的控制:杆体加工油管↓↓酸洗或车孔高压冲洗焊接↓试压整改油箱,设置二级回油过滤装置;↓检查乳化液,防止悬浮物出现
车加工加装防尘堵或盖板
↓外珩磨清洗或擦拭外表面,覆盖或转走
↓镀前抛光清洗或擦拭外表面,覆盖或转走
↓镀铬密封防护,检查,清洗
↓镀后抛光擦拭外表面,覆盖或转走
↓装配前清洗擦拭,清洗
杆体有些产品的活塞杆体,是回腔用油通道
在活塞杆焊接前,需要通过一定的化学或冷加工处理,来保证杆体的清洁度
如:酸洗或车孔(车孔后需清洗以清理切屑杂物),保证杆体内壁的清洁度
通油芯管优先采用精拔管,外购或自制都需要确保油管内外表面的清洁度,尤其是外购时,必须根据油管的清洁度要求选择合格供方
在焊接前可采用两端分别高压冲洗法,介质宜采用防锈性清洗液,避免使用煤油,已达到降低成本之目的
通过高压清洗,反复冲刷油管内表面的油污或其它杂物,清洗后两端进行密封备用
水压试验整改水压试验设备,就目前的试水压设备,根本不能满足清洁度要求,建议做如下整改:⑴对水箱回液过滤方面进行整改,设置二级回液过滤装置
⑵应经常检查乳化液的清洁度,确保无悬浮物或异味出现,必要时可用油压试验取代水压试验
水压试验完毕,应用煤油或液压油对油管进行冲洗,排除油管内因试水压留下的杂物,并起到短期的防锈作用,清洗完毕必须用螺塞或盖板进行密封,防止