目录一、浪费概说二、成本与利益三、浪费的领域四、IE手法在现场中的应用五、提案改善在企业的推行六、减低成本(费用)特性要因图七、降低成本的系统图八、降低成本检核表九、附录一领班们可以改善之151种浪费前言1
时间的浪费2
创意的浪费3
材料与供应品之浪费4
机械与设备之浪费5
人力的浪费6
意外事故的浪费7
缺乏合作的浪费8
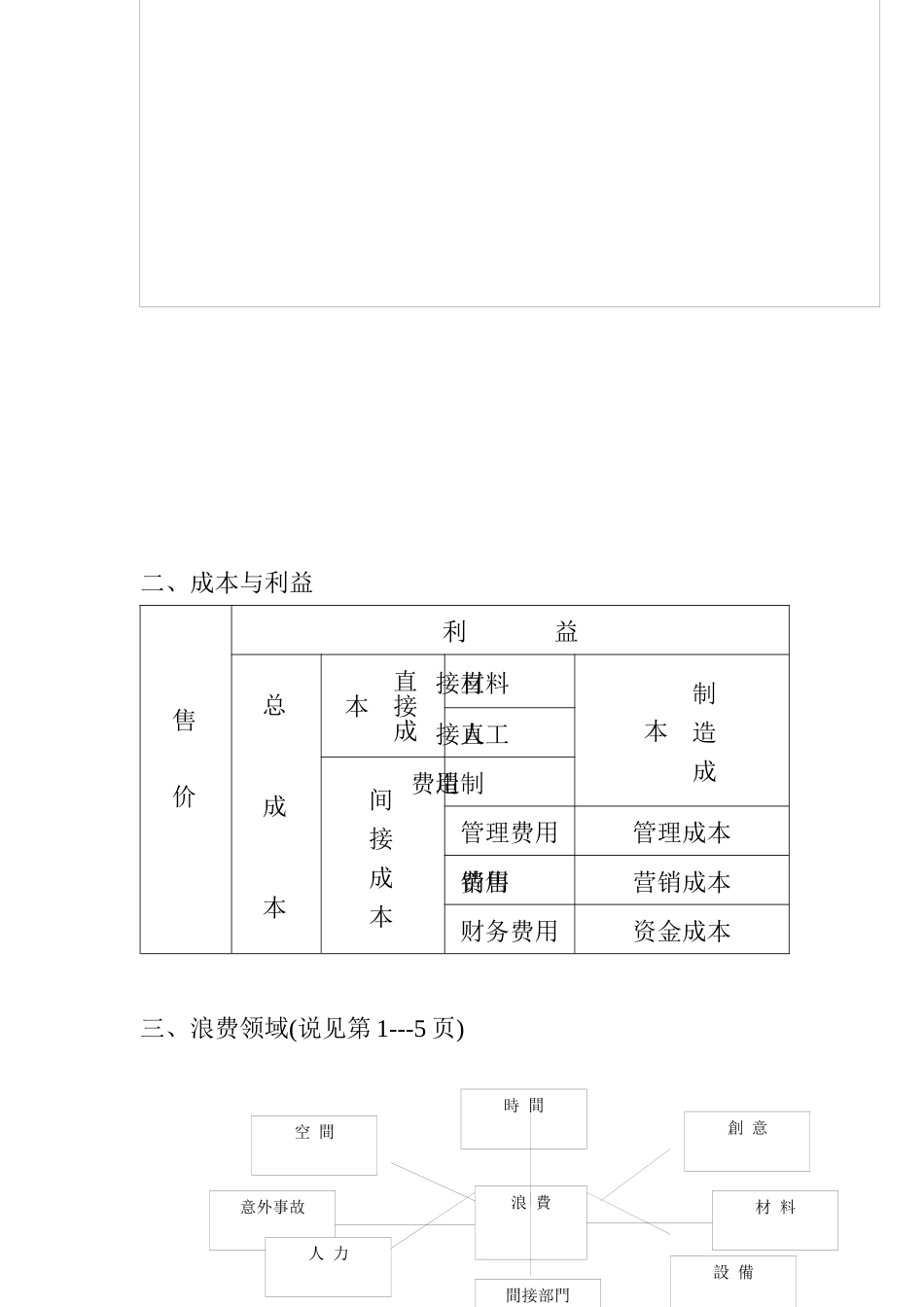
空间的浪费一、浪费概说10%浪費=100%營業額第二次浪費更可怕時間管理(計劃、優先、集中、不拖延、時段、困難先作)間接部門之浪費更被重視否定傳統只有5%是有附可價值1/PPMO不良浪費二、成本与利益售价利益总成本直接成本直接材料制造成本直接人工间接成本制造费用管理费用管理成本销售费用营销成本财务费用资金成本三、浪费领域(说见第1---5页)10%浪費=100%營業額第二次浪費更可怕時間管理(計劃、優先、集中、不拖延、時段、困難先作)間接部門之浪費更被重視否定傳統只有5%是有附可價值1/PPMO不良浪費時間間接部門空間意外事故人力設備材料創意四、IE手法在现场中的应用(IndustrialEngineering工业工程)4
1什么是IE
1广义的IE:远景目的计划改善;4
2狭义的IE:制定标准工时;4
2IE的运用:4
1制定标准工时工厂管理的技术(产量测定,交期考虑依据)4
1标准工时的测定;a
实测、取平均值b
动作分析(MTM),宽放时间間接部門4
2标准工时的作用;a
人员安排的合理化b
机台安排的合理化c
效率提高;d
奖金增多(对员工来说);e
成本降低;f
2工厂布置4
1制程(工序)的编排,减少搬运时间4
2物流(避免回流)4
3空气流通4
4美观(环境)4
3IE的重点4
1平稳工作站(消除”瓶颈”站)4