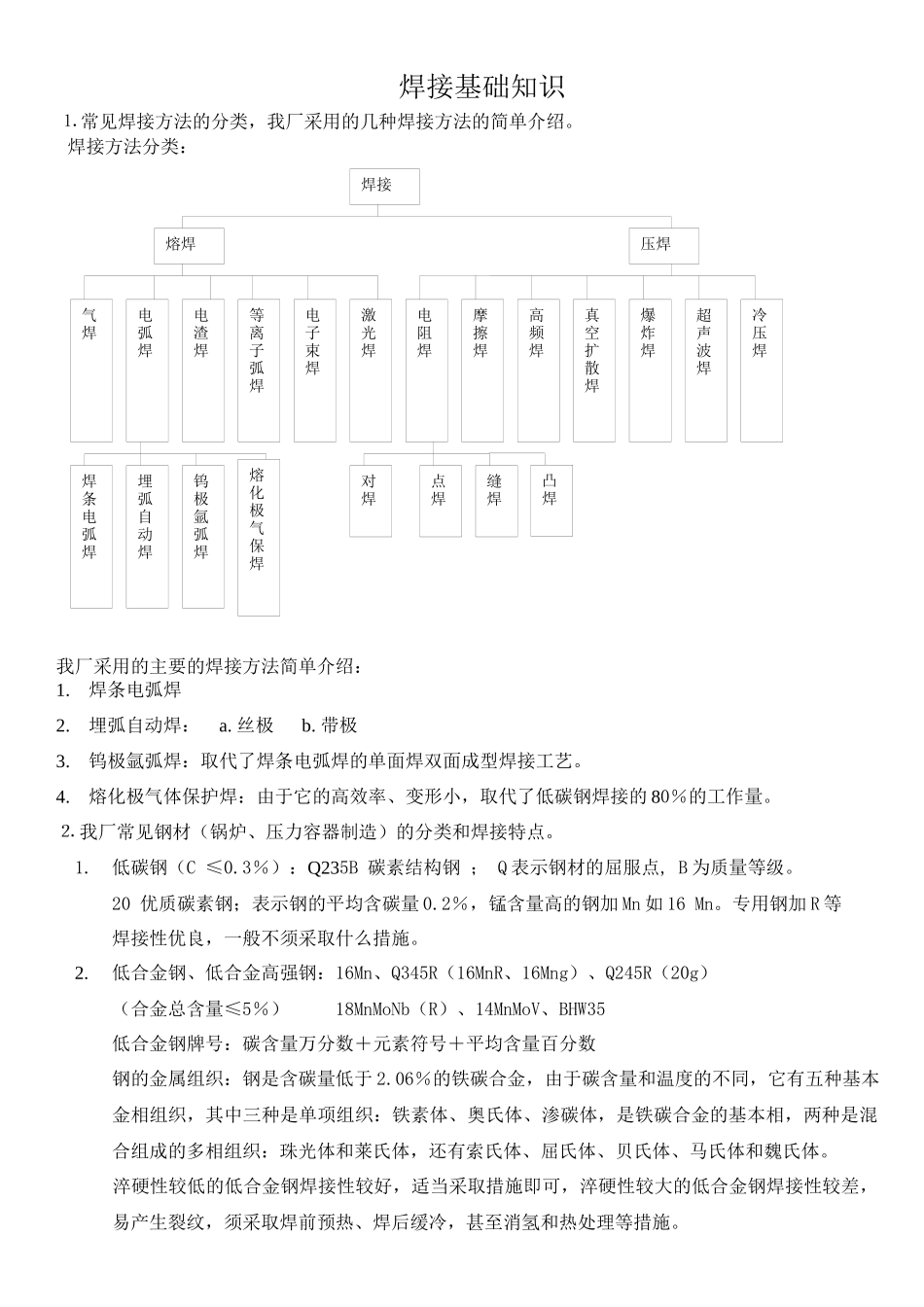
焊接熔焊压焊气焊电弧焊电渣焊等离子弧焊电子束焊激光焊电阻焊摩擦焊高频焊真空扩散焊爆炸焊超声波焊冷压焊焊条电弧焊埋弧自动焊钨极氩弧焊熔化极气保焊对焊点焊缝焊凸焊焊接基础知识⒈常见焊接方法的分类,我厂采用的几种焊接方法的简单介绍
焊接方法分类:我厂采用的主要的焊接方法简单介绍:1
焊条电弧焊2
埋弧自动焊:a
钨极氩弧焊:取代了焊条电弧焊的单面焊双面成型焊接工艺
熔化极气体保护焊:由于它的高效率、变形小,取代了低碳钢焊接的80%的工作量
⒉我厂常见钢材(锅炉、压力容器制造)的分类和焊接特点
低碳钢(C≤0
3%):Q235B碳素结构钢;Q表示钢材的屈服点,B为质量等级
20优质碳素钢;表示钢的平均含碳量0
2%,锰含量高的钢加Mn如16Mn
专用钢加R等焊接性优良,一般不须采取什么措施
低合金钢、低合金高强钢:16Mn、Q345R(16MnR、16Mng)、Q245R(20g)(合金总含量≤5%)18MnMoNb(R)、14MnMoV、BHW35低合金钢牌号:碳含量万分数+元素符号+平均含量百分数钢的金属组织:钢是含碳量低于2
06%的铁碳合金,由于碳含量和温度的不同,它有五种基本金相组织,其中三种是单项组织:铁素体、奥氏体、渗碳体,是铁碳合金的基本相,两种是混合组成的多相组织:珠光体和莱氏体,还有索氏体、屈氏体、贝氏体、马氏体和魏氏体
淬硬性较低的低合金钢焊接性较好,适当采取措施即可,淬硬性较大的低合金钢焊接性较差,易产生裂纹,须采取焊前预热、焊后缓冷,甚至消氢和热处理等措施
珠光体耐热钢:12CrMo、15CrMo(R)、12Cr1MoV(R)焊接性较差,易产生裂纹,须采取焊前预热、焊后缓冷,消氢和热处理等措施
奥氏体不锈钢:12Cr18Ni9、06Cr19Ni10、06Cr18Ni11Ti(合金总含量≥12%高合金钢)不锈钢牌号:碳含量