钢筋闪光对焊是将两根钢筋安放成对接形式,利用焊接电流通过两钢筋接触点产生的电阻热,使金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法,是电阻焊的一种
一、工艺1、连续闪光焊适用于钢筋直径较小,钢筋级别较低的条件,所能焊接的钢筋上限直径根据焊机容量、钢筋级别等具体情况而定,应符合表4-10的规定
连续闪光焊接钢筋上限直径表4-10焊机容量(KV·A)钢筋级别钢筋直径(mm)160Ⅰ级Ⅱ级Ⅲ级252220100Ⅰ级Ⅱ级Ⅲ级20181680Ⅰ级Ⅱ级Ⅲ级161412连续闪光焊的工艺方法:将钢筋夹紧在对焊机的钳口上,接通电源后,使两钢筋端面局部接触,此时钢筋端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金属从焊口内高速飞溅出来;当旧的接触点爆破后,又形成新的接触点,这就出现连续不断爆破过程,钢筋金属连续不断送进(以一定送进速度适应其焊接过程的烧化速度)
钢筋经过一定时间的烧化,使其焊口达到所需要的温度,并使热量扩散到焊口两边,形成一定宽度的温度区,这时,以相当压力予以顶锻,将液态金属排挤在焊口之外,使钢筋焊合,并在焊口周围形成大量毛刺
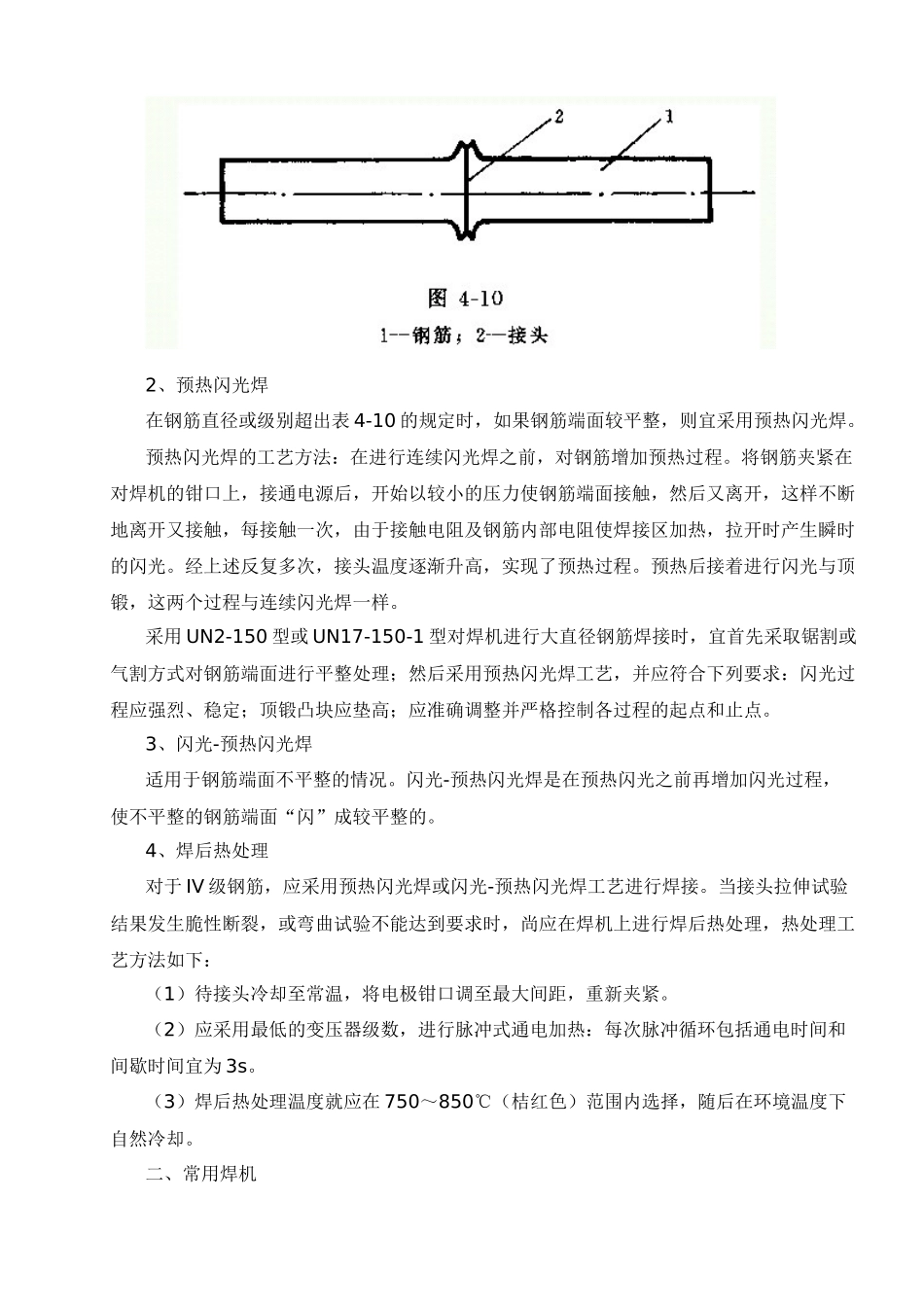
由于热影响区较窄,故在接合面周围形成较小的凸起,于是,焊接过程结束,两钢筋对接焊成的外形见图4-10
2、预热闪光焊在钢筋直径或级别超出表4-10的规定时,如果钢筋端面较平整,则宜采用预热闪光焊
预热闪光焊的工艺方法:在进行连续闪光焊之前,对钢筋增加预热过程
将钢筋夹紧在对焊机的钳口上,接通电源后,开始以较小的压力使钢筋端面接触,然后又离开,这样不断地离开又接触,每接触一次,由于接触电阻及钢筋内部电阻使焊接区加热,拉开时产生瞬时的闪光
经上述反复多次,接头温度逐渐升高,实现了预热过程
预热后接着进行闪光与顶锻,这两个过程与连续闪光焊一样
采用UN2-150型或UN17-150-1型对焊机进行大直径钢筋焊接时,宜首先采取