陶瓷粉末成型技术的工艺与控制2008-11-51:29:52人们总是希望陶瓷制品,尤其是特种陶瓷是均质的,能满足良好的机、电、热、化学或某种特殊性能要求,并能实现生产自动化、质量可控、性能一致性好的规模化生产
为此,首先要实现陶瓷坯体在粉末成型过程中是均质的或接近均质的
采用干粉压制、等静压成型是近世纪才发展起来的新型粉末成型工艺
为了最大限度实现陶瓷坯体均质化,不仅需要有先进的粉末成型设备,而且还有陶瓷粉体制备的质量,即每个单一粉末颗粒是均质的,而且是可控的
实现坯体均质化途径无论是干粉压制或等静压成型,由于粉末颗粒之间、粉体与模具壁之间,都存在内外摩擦而导致坯体密度分布不均匀,尤其是干粉压制,在压制方向上,压力随高度变化而呈指数衰减,形成一个密度梯度,确实很难达到坯体密度上下一致
其次,粉体本身颗粒为满足压制成型所需的粉末成型特性,需要添加一定量的添加剂,它们在每个单一颗粒中是否均匀,也是影响坯体均质的重要因素
1压制方式影响压坯密度的因素很复杂,除粉体本身特性外,主要有坯体形状和大小、压制件的侧正面积比、压制压力、模具粗糙度、润滑条件以及压制方式和粉末在模具中运动的摩擦系数等都起重要作用
实践证实等静压成型优于干粉压制,湿等静压优于干袋式等静压
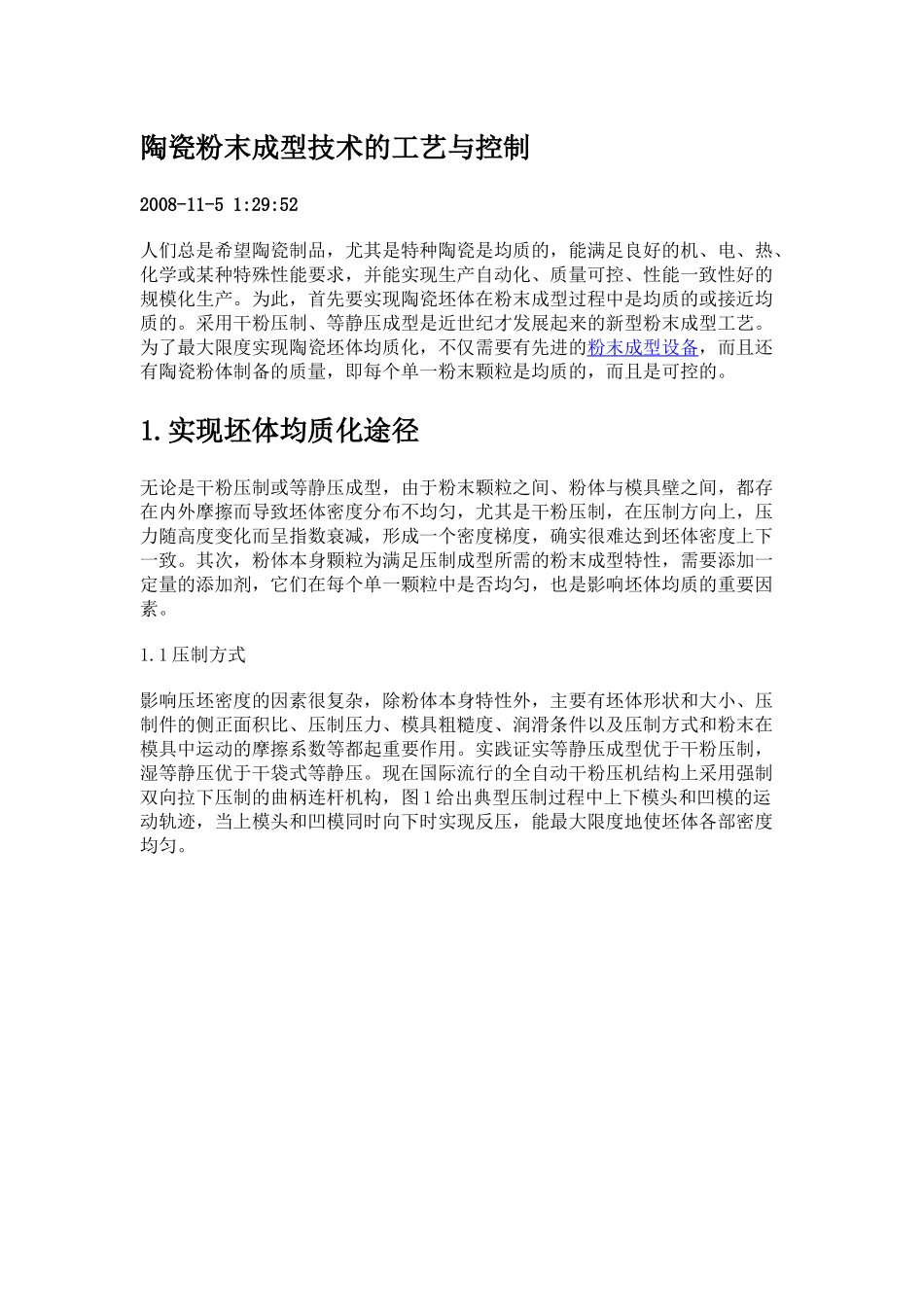
现在国际流行的全自动干粉压机结构上采用强制双向拉下压制的曲柄连杆机构,图1给出典型压制过程中上下模头和凹模的运动轨迹,当上模头和凹模同时向下时实现反压,能最大限度地使坯体各部密度均匀
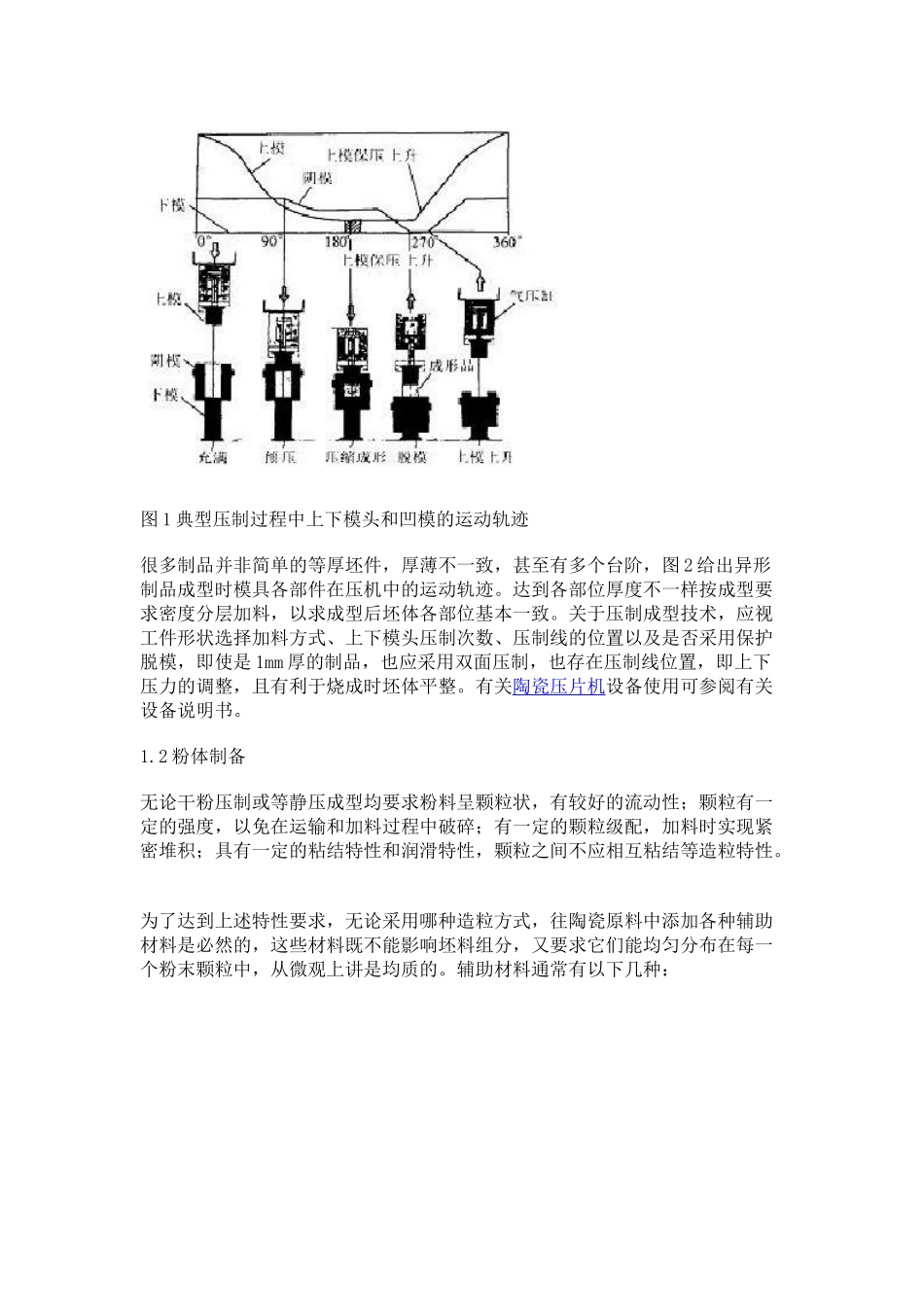
图1典型压制过程中上下模头和凹模的运动轨迹很多制品并非简单的等厚坯件,厚薄不一致,甚至有多个台阶,图2给出异形制品成型时模具各部件在压机中的运动轨迹
达到各部位厚度不一样按成型要求密度分层加料,以求成型后坯体各部位基本一致
关于压制成型技术,应视工件形状选择加料方式、上下模头压制次数、压制线的位置以及是否采用保护脱模,即使是1mm厚的制品