玻璃预处理【课程目的】1、熟悉玻璃预处理主要工作内容2、了解预处理设备结构与工作过程【课程难点】设备结构【课程重点】1、设备结构2、设备工作过程【课程引入】玻璃在进行钢化、夹层、镀膜等深加工以前,常常需要对玻璃进行切割、磨边、钻孔等预处理,使产品形状、尺寸等满足要求,提高产品质量,降低废品率
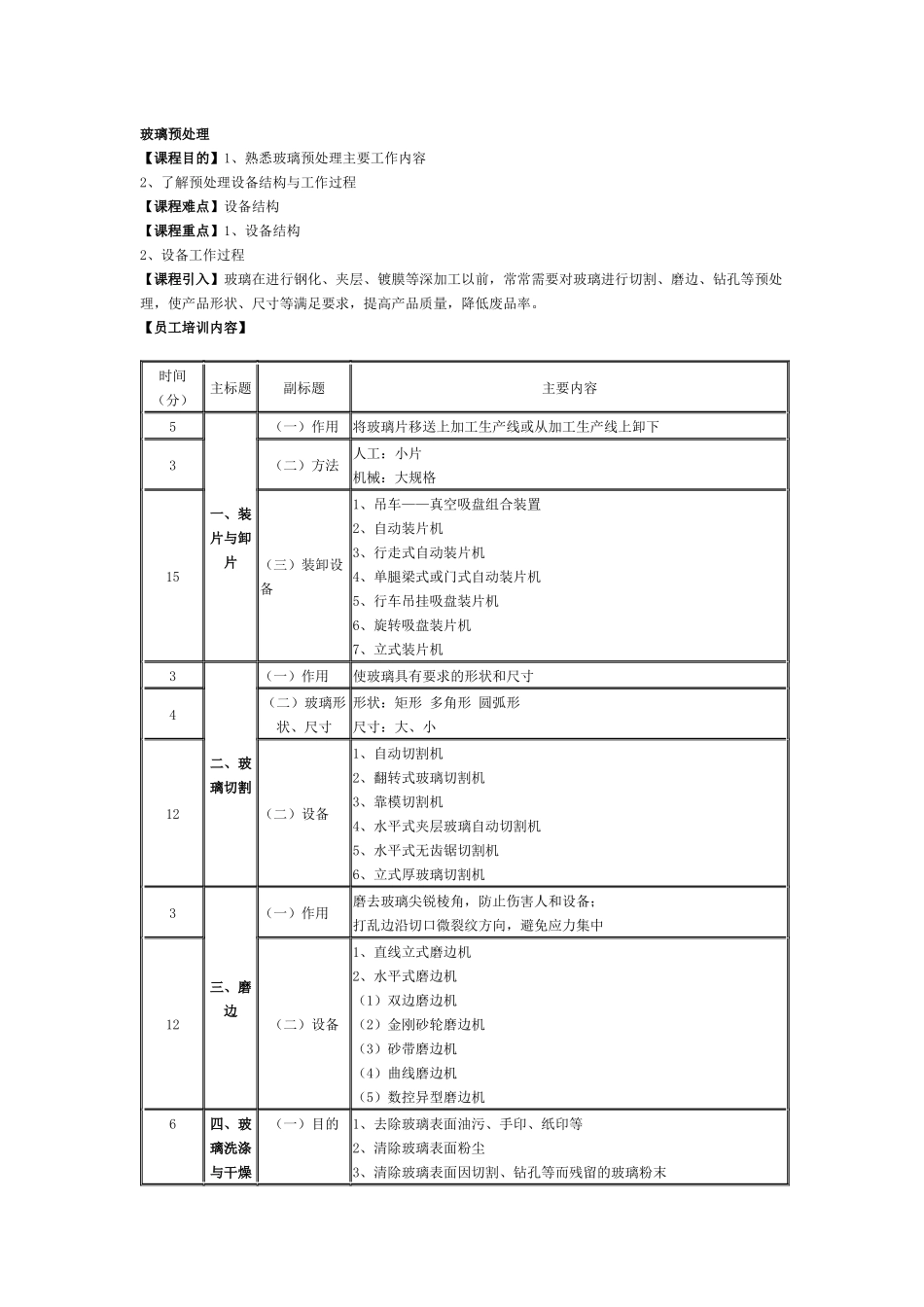
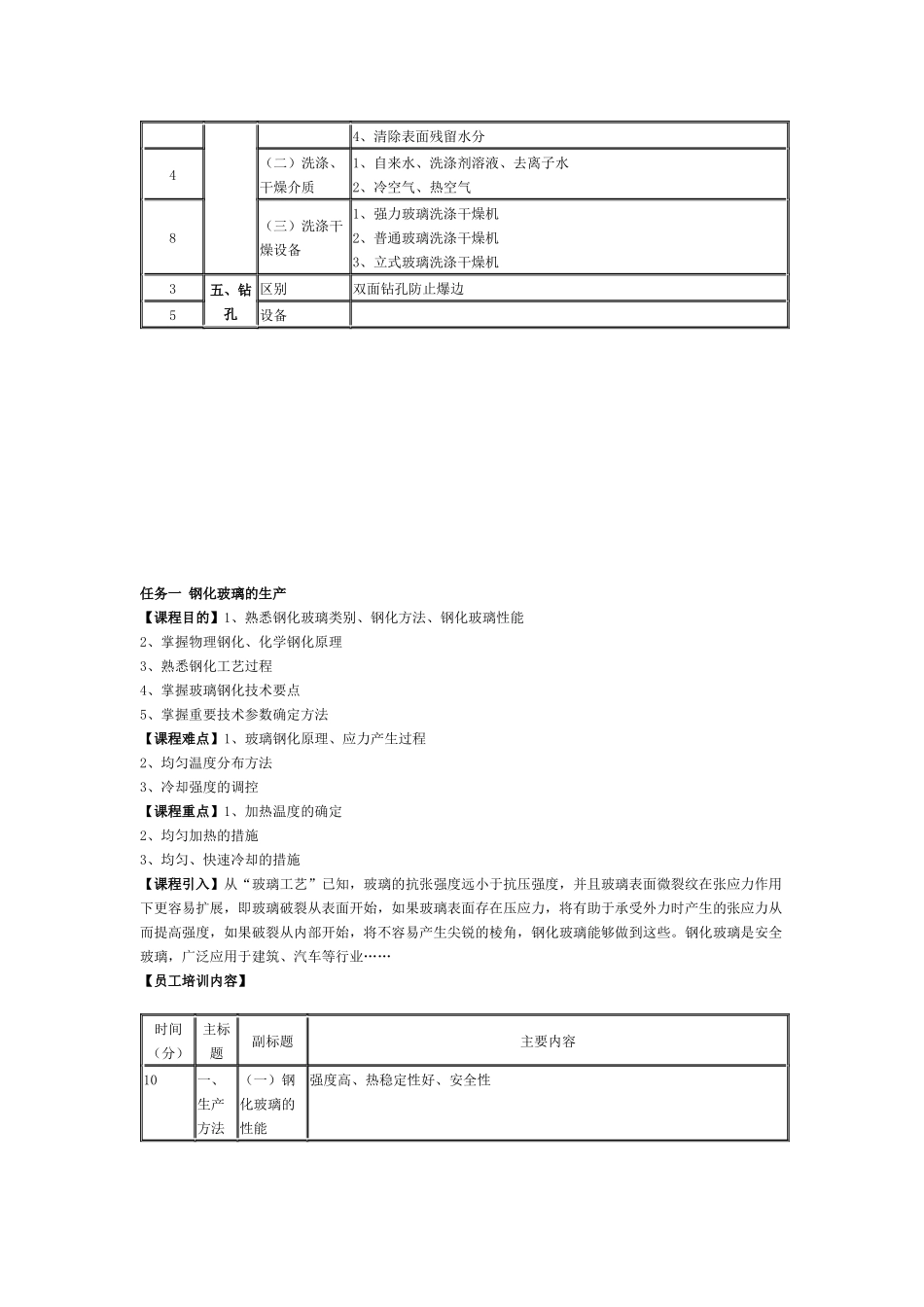
【员工培训内容】时间(分)主标题副标题主要内容5一、装片与卸片(一)作用将玻璃片移送上加工生产线或从加工生产线上卸下3(二)方法人工:小片机械:大规格15(三)装卸设备1、吊车——真空吸盘组合装置2、自动装片机3、行走式自动装片机4、单腿梁式或门式自动装片机5、行车吊挂吸盘装片机6、旋转吸盘装片机7、立式装片机3二、玻璃切割(一)作用使玻璃具有要求的形状和尺寸4(二)玻璃形状、尺寸形状:矩形多角形圆弧形尺寸:大、小12(二)设备1、自动切割机2、翻转式玻璃切割机3、靠模切割机4、水平式夹层玻璃自动切割机5、水平式无齿锯切割机6、立式厚玻璃切割机3三、磨边(一)作用磨去玻璃尖锐棱角,防止伤害人和设备;打乱边沿切口微裂纹方向,避免应力集中12(二)设备1、直线立式磨边机2、水平式磨边机(1)双边磨边机(2)金刚砂轮磨边机(3)砂带磨边机(4)曲线磨边机(5)数控异型磨边机6四、玻璃洗涤与干燥(一)目的1、去除玻璃表面油污、手印、纸印等2、清除玻璃表面粉尘3、清除玻璃表面因切割、钻孔等而残留的玻璃粉末4、清除表面残留水分4(二)洗涤、干燥介质1、自来水、洗涤剂溶液、去离子水2、冷空气、热空气8(三)洗涤干燥设备1、强力玻璃洗涤干燥机2、普通玻璃洗涤干燥机3、立式玻璃洗涤干燥机3五、钻孔区别双面钻孔防止爆边5设备任务一钢化玻璃的生产【课程目的】1、熟悉钢化玻璃类别、钢化方法、钢化玻璃性能2、掌握物理钢化、化学钢化原理3、熟悉钢化工艺过程4、掌握玻璃钢化技术要点5、掌握重要技术参数确定方法【课程