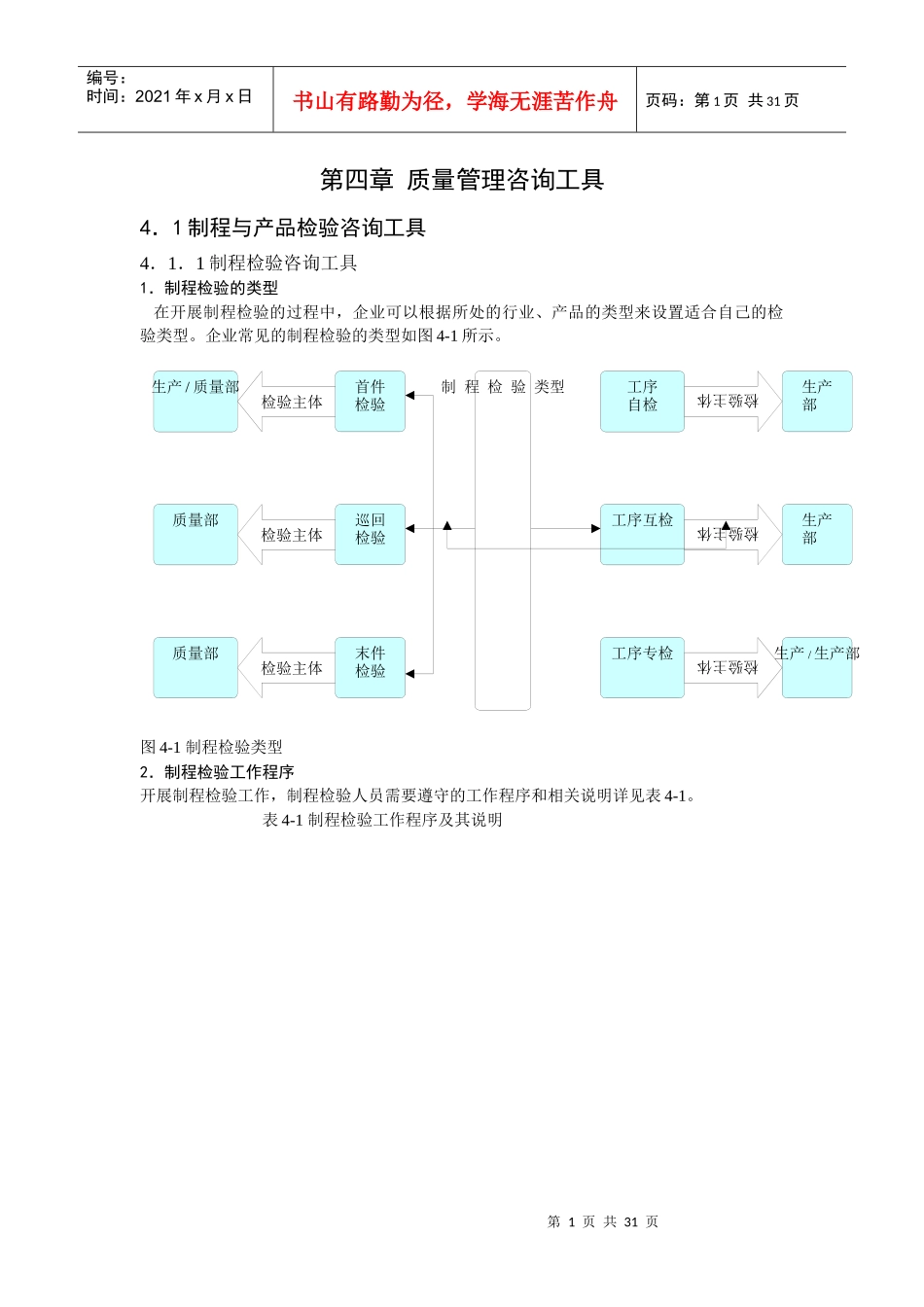
第1页共31页质量部末件检验检验主体生产/质量部首件检验检验主体工序专检生产/生产部检验主体工序互检生产部检验主体质量部巡回检验检验主体工序自检生产部检验主体制程检验类型编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共31页第四章质量管理咨询工具4.1制程与产品检验咨询工具4.1.1制程检验咨询工具1.制程检验的类型在开展制程检验的过程中,企业可以根据所处的行业、产品的类型来设置适合自己的检验类型
企业常见的制程检验的类型如图4-1所示
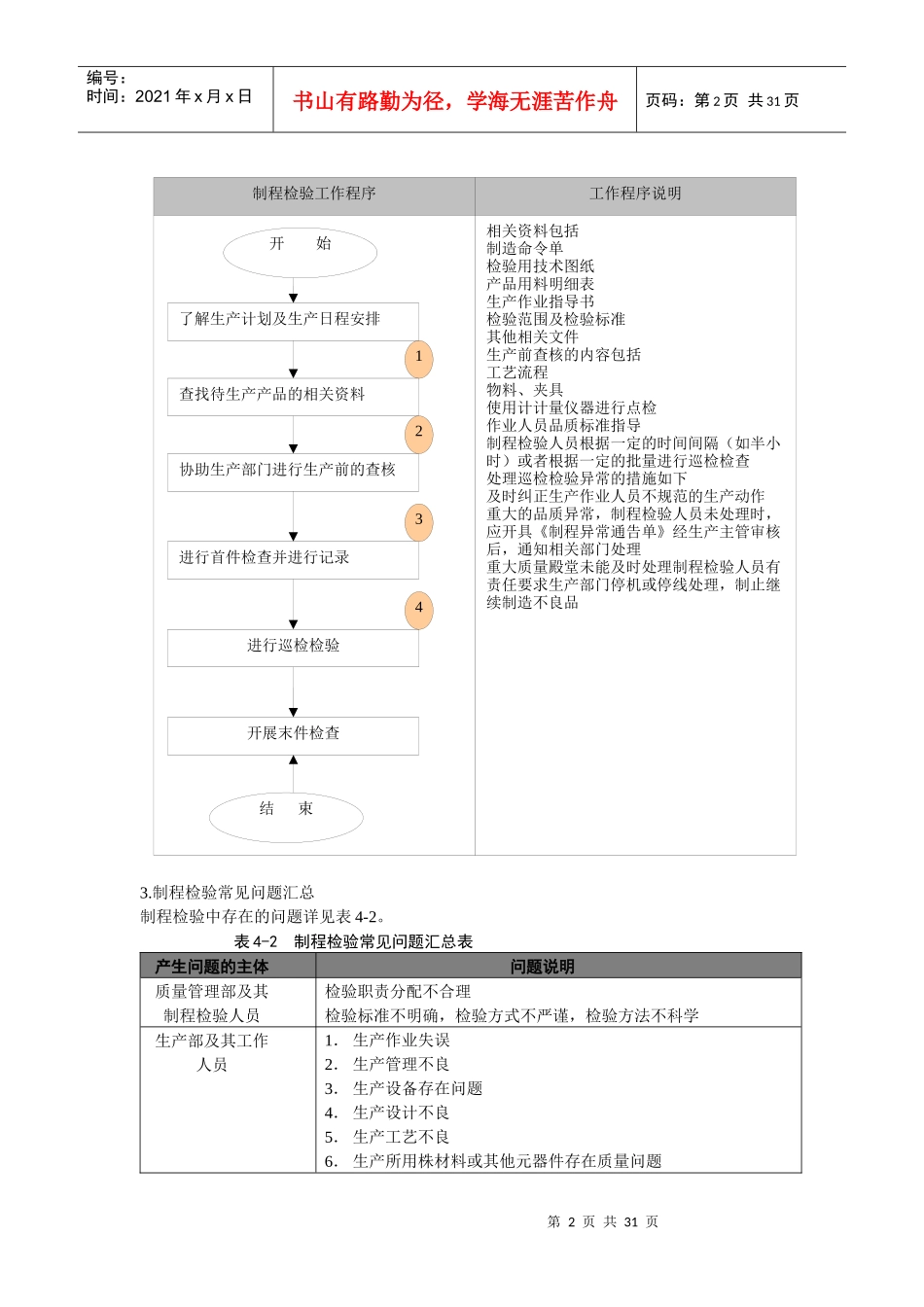
图4-1制程检验类型2.制程检验工作程序开展制程检验工作,制程检验人员需要遵守的工作程序和相关说明详见表4-1
表4-1制程检验工作程序及其说明第2页共31页第1页共31页制程检验工作程序工作程序说明相关资料包括制造命令单检验用技术图纸产品用料明细表生产作业指导书检验范围及检验标准其他相关文件生产前查核的内容包括工艺流程物料、夹具使用计计量仪器进行点检作业人员品质标准指导制程检验人员根据一定的时间间隔(如半小时)或者根据一定的批量进行巡检检查处理巡检检验异常的措施如下及时纠正生产作业人员不规范的生产动作重大的品质异常,制程检验人员未处理时,应开具《制程异常通告单》经生产主管审核后,通知相关部门处理重大质量殿堂未能及时处理制程检验人员有责任要求生产部门停机或停线处理,制止继续制造不良品1了解生产计划及生产日程安排查找待生产产品的相关资料协助生产部门进行生产前的查核进行首件检查并进行记录进行巡检检验开展末件检查结束开始234编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共31页3
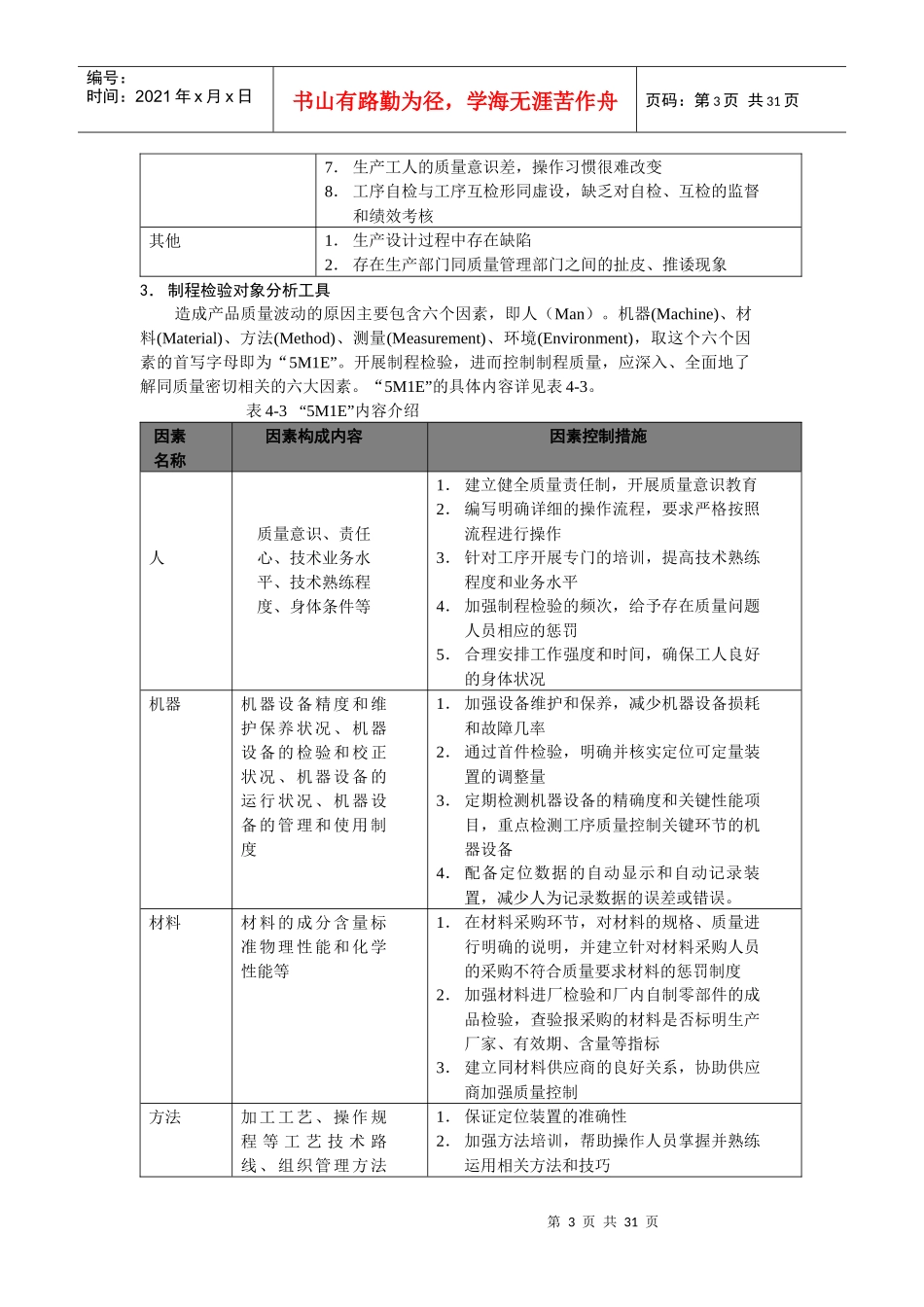
制程检验常见问题汇总制程检验中存在的问题详见表4-2
表4-2制程检验常见问题汇总表产生问题的主体问题说明质量管理部及其制程检验人员检验职责分配不合理检验标准不明确,检验方式不严谨,检验方法不科学生产部及其工作人员1