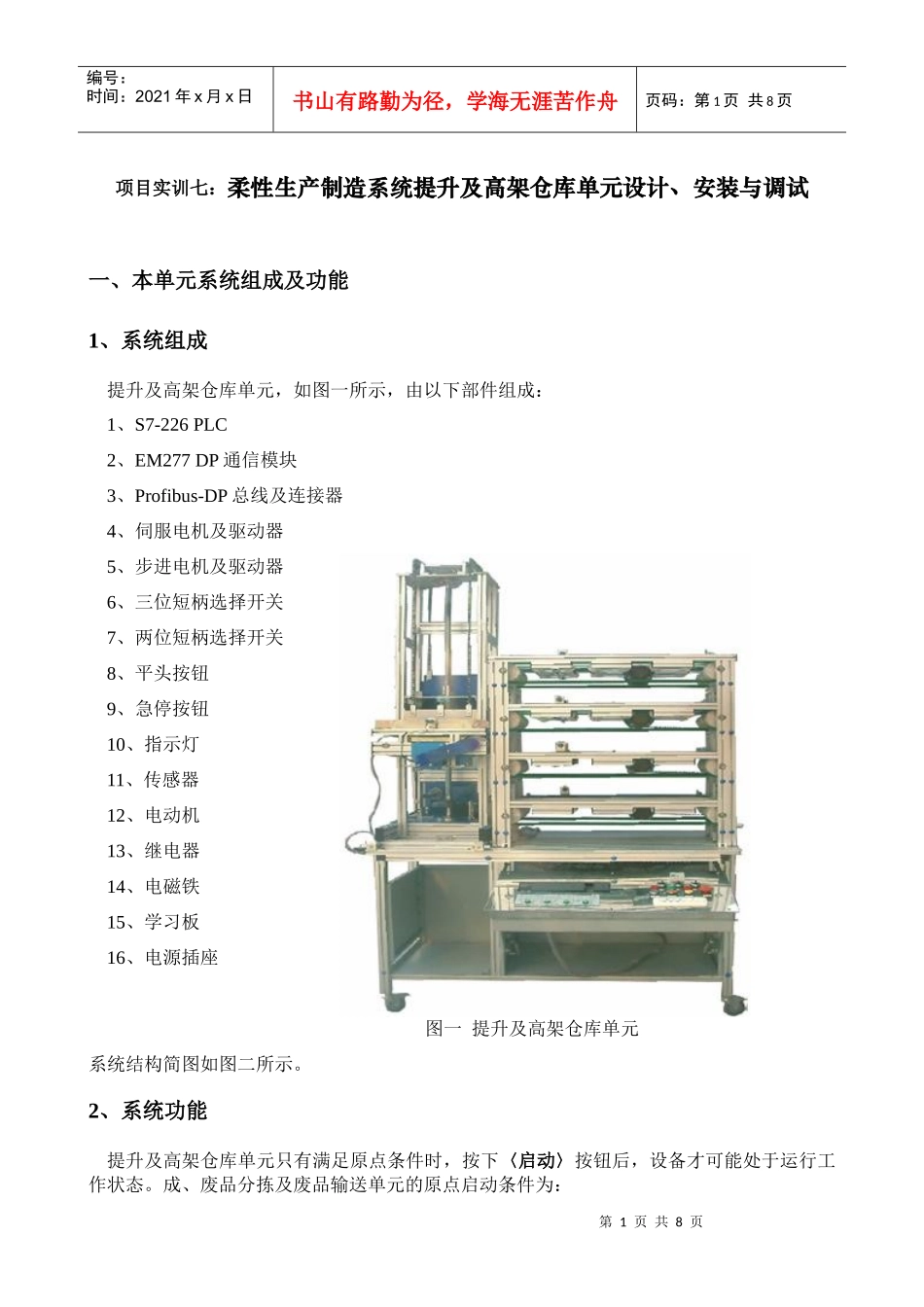
第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页项目实训七:柔性生产制造系统提升及高架仓库单元设计、安装与调试一、本单元系统组成及功能1、系统组成提升及高架仓库单元,如图一所示,由以下部件组成:1、S7-226PLC2、EM277DP通信模块3、Profibus-DP总线及连接器4、伺服电机及驱动器5、步进电机及驱动器6、三位短柄选择开关7、两位短柄选择开关8、平头按钮9、急停按钮10、指示灯11、传感器12、电动机13、继电器14、电磁铁15、学习板16、电源插座图一提升及高架仓库单元系统结构简图如图二所示
2、系统功能提升及高架仓库单元只有满足原点条件时,按下〈启动〉按钮后,设备才可能处于运行工作状态
成、废品分拣及废品输送单元的原点启动条件为:第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页传送带上工件检测位置处没有放置工件
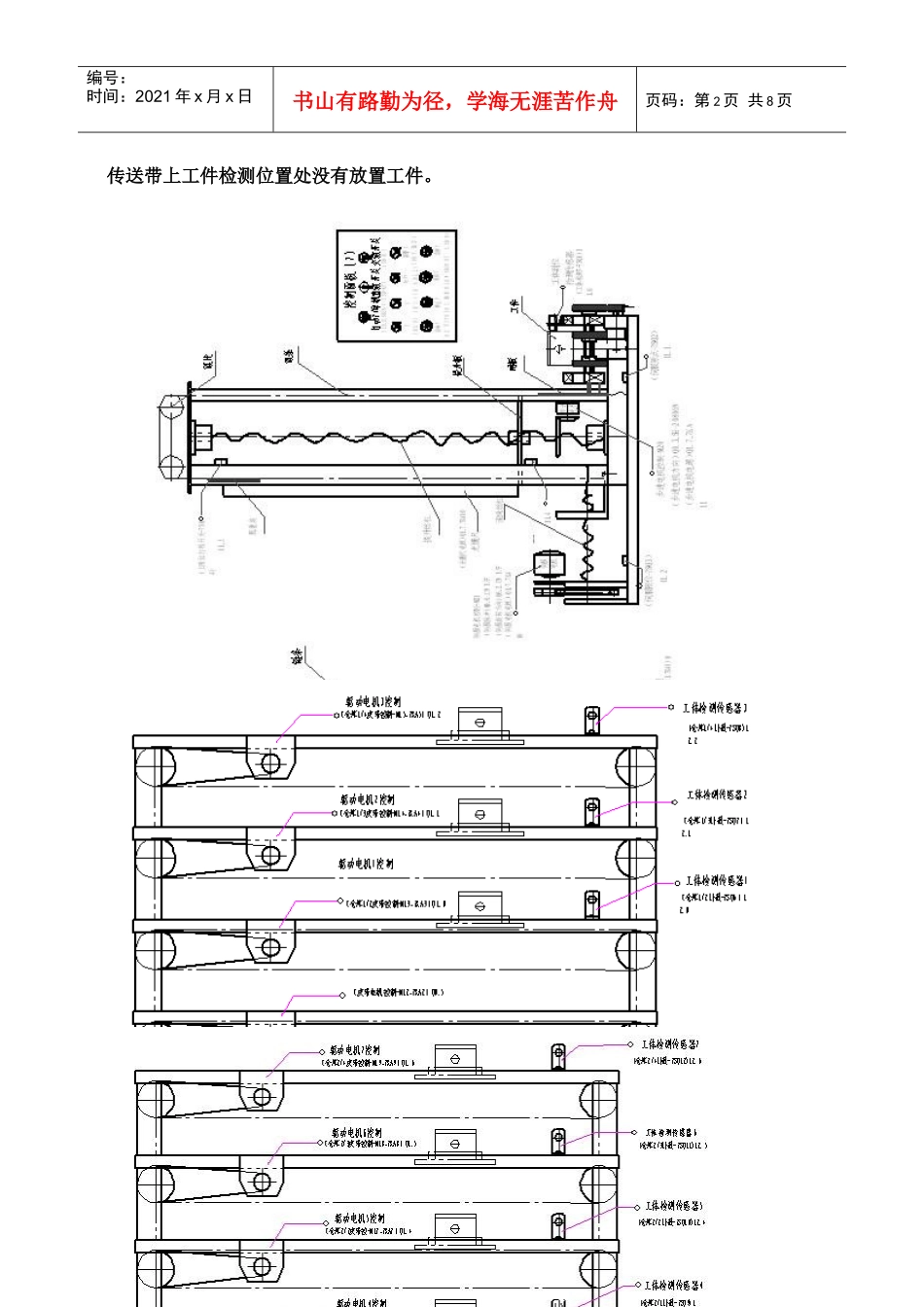
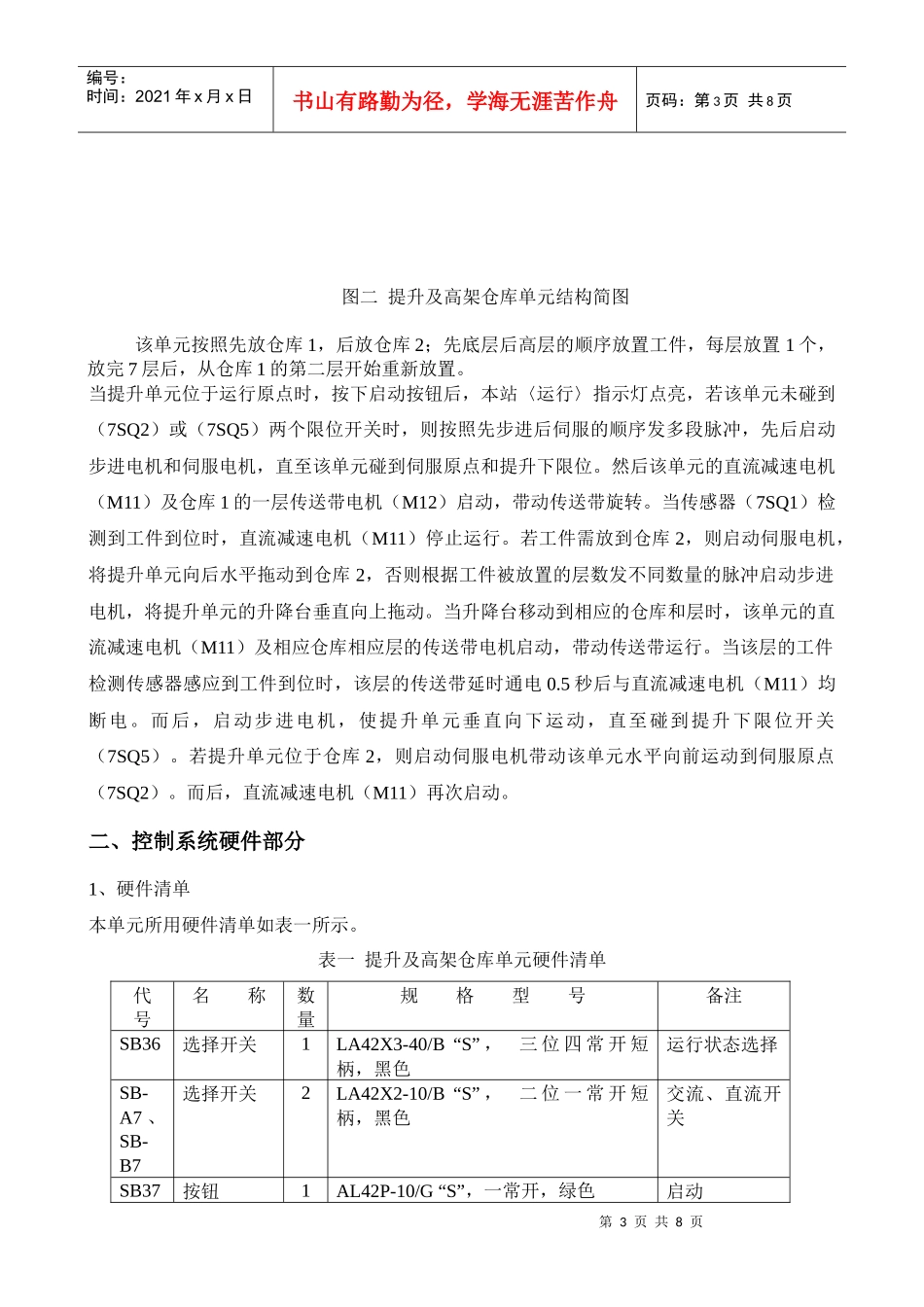
第3页共8页第2页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共8页图二提升及高架仓库单元结构简图该单元按照先放仓库1,后放仓库2;先底层后高层的顺序放置工件,每层放置1个,放完7层后,从仓库1的第二层开始重新放置
当提升单元位于运行原点时,按下启动按钮后,本站〈运行〉指示灯点亮,若该单元未碰到(7SQ2)或(7SQ5)两个限位开关时,则按照先步进后伺服的顺序发多段脉冲,先后启动步进电机和伺服电机,直至该单元碰到伺服原点和提升下限位
然后该单元的直流减速电机(M11)及仓库1的一层传送带电机(M12)启动,带动传送带旋转
当传感器(7SQ1)检测到工件到位时,直流减速电机(M11)停止运行
若工件需放到仓库2,则启动伺服电机,将提升单元向后水平拖动到仓库2,否则根据工件被放置的层数发不同数量的脉冲启动步进电机,将提升单