一、施工交底钢筋加工以机械为主人工为辅
钢筋接头采用电弧焊进展钢筋焊接
1、原材料本工程主要采用R235与HRB335钢筋
钢筋必须按不同钢种、等级、牌、规格及消费厂家分批验收分别堆存不得混放且应立牌标明以资识别
钢筋运输、存放应防止锈蚀、污染露天堆放时垫高并加遮盖
当钢筋外表有严重锈蚀、麻坑、裂纹夹砂和夹层等缺陷时应予剔除不得使用
预制构件的吊环应采用未经冷拉的I级热轧钢筋制作
2、钢筋加工①、钢筋使用前将外表油渍、漆皮、鳞锈等去除干净;②、钢筋平直无部分曲折成盘的钢筋和弯曲的钢筋均调直后使用;采用冷拉调直钢筋时I级钢筋的冷拉率不应大于2HRB335、HRB400牌的钢筋冷拉率不应大于1
③、钢筋的弯起和末端弯钩应符合设计要求设计无规定的符合见技术交底
④、弯曲钢筋先制作样板合格前方可成批加工
⑤、钢筋成型后详细检查尺寸和形状并注意有无裂纹
⑥、弯曲成型的钢筋在运输、装卸时应防止变形存放时要防止雨淋受潮生锈以及其他有害气体的腐蚀
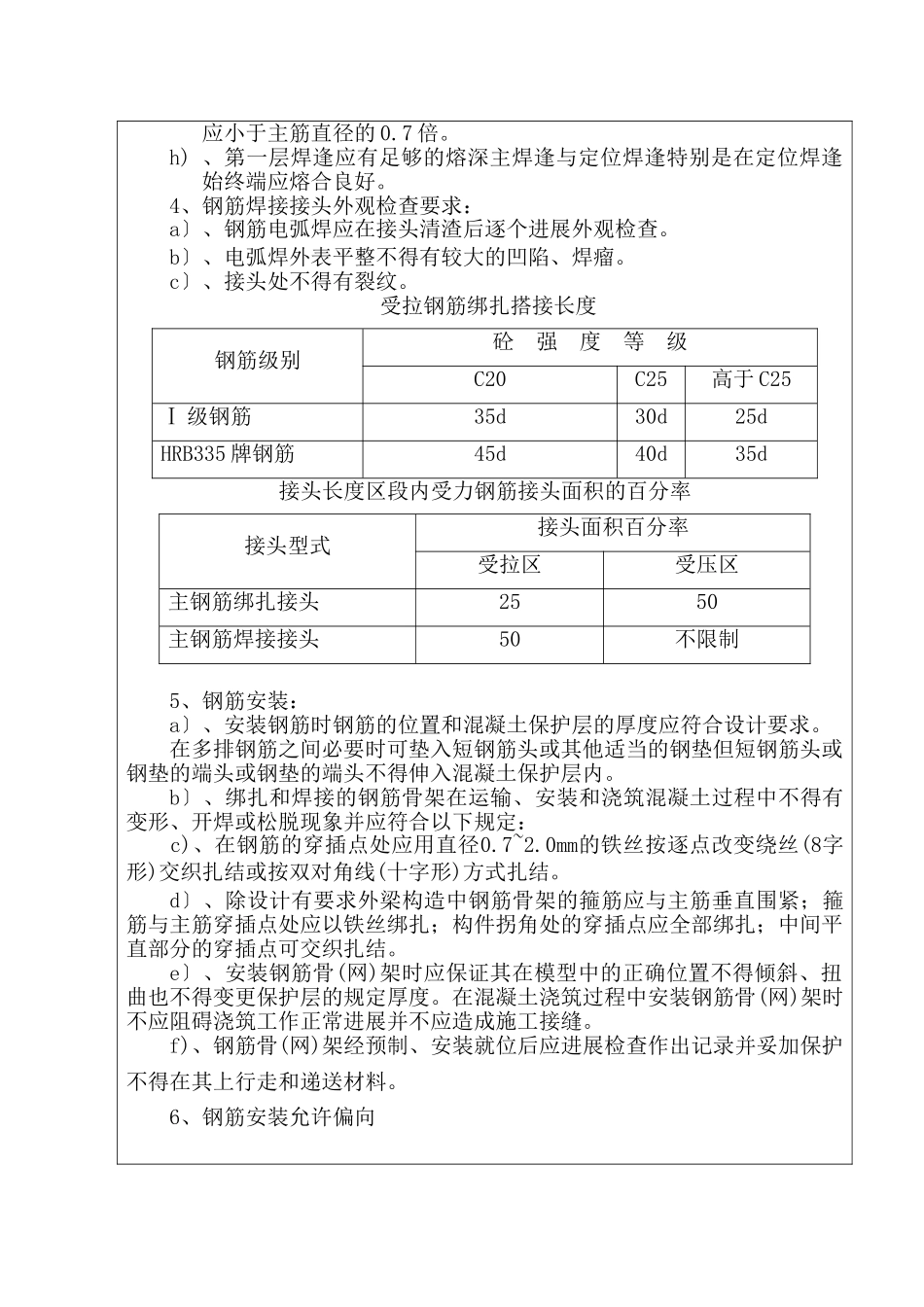
3、钢筋接头:钢筋接头分绑扎接头和焊接接头
焊接接头主要采用搭接焊焊接应符合以下要求:a)、在工厂(场)施行电弧焊接时均应采用双面焊缝仅在脚手架上施焊时方可采用单面焊缝
b)、焊接地线必须与钢筋接触良好不得因接触不良而烧伤钢筋
c)、搭接焊时应采用2点固定
定位焊缝应离搭接端部20mm以上
d)、根据钢筋级别、直径、接头型式和焊接位置选择适宜的焊条直径和焊接电流保证焊缝与钢筋熔合良好
e)、焊接过程中及时清碴焊缝外表光滑平整加强焊缝平缓过渡弧坑应填满
f)、钢筋接头采用搭接电弧焊时两钢筋搭接端部应预先折向一侧使两接合钢筋轴线一致
接头双面焊缝的长度不应小于5d单面焊缝的长度不应小于10d
g)、搭接焊接头的焊缝厚度不应小于主筋直径的0
3倍;焊逢宽度不应小于主筋直径的0
h)、第一层焊逢应有足够的熔深主焊逢与定位焊逢特别是在定位焊