数控铣削加工中心岗位作业指导书前言本作业指导书是在XXXXXXXXXXXXXXXXXXX《数控铣削加工中心岗位作业指导书》的基础上修订而成,本作业指导书与XXXXXXXXXXXXXXXXXXXX相比,主要有如下变化:——修改了封面格式(封面)
——增加了规范性引用文件(2)
——增加了生产规程概述内容(4
本作业指导书由集团公司生产部提出,生产部归口
本作业指导书由XXXXXXXXXXXXXXX起草并负责解释
本作业指导书主要起草人:XXXXXXXXX、XXX本作业指导书审核人:XXX数控立铣加工中心岗位作业指导书1范围本作业指导书规定了数控立铣加工中心在生产运行过程中的操作、安全、维护工作
本作业指导书适用于数控立铣加工中心DMC64V型
规范性引用文件下列文件对于本文件的应用是必不可少的
凡是注日期的引用文件,仅所注日期的版本适用于本文件
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件
XXXXXXXXXXXXXXXXXX数控铣削加工中心岗位作业指导书3本作业指导书的组成数控立铣加工中心介绍及性能说明数控立铣加工中心的工艺控制要求数控立铣加工中心的操作数控立铣加工中心的维护保养数控立铣岗位的安全、环保数控立铣常见故障分析与处理4介绍及性能说明4
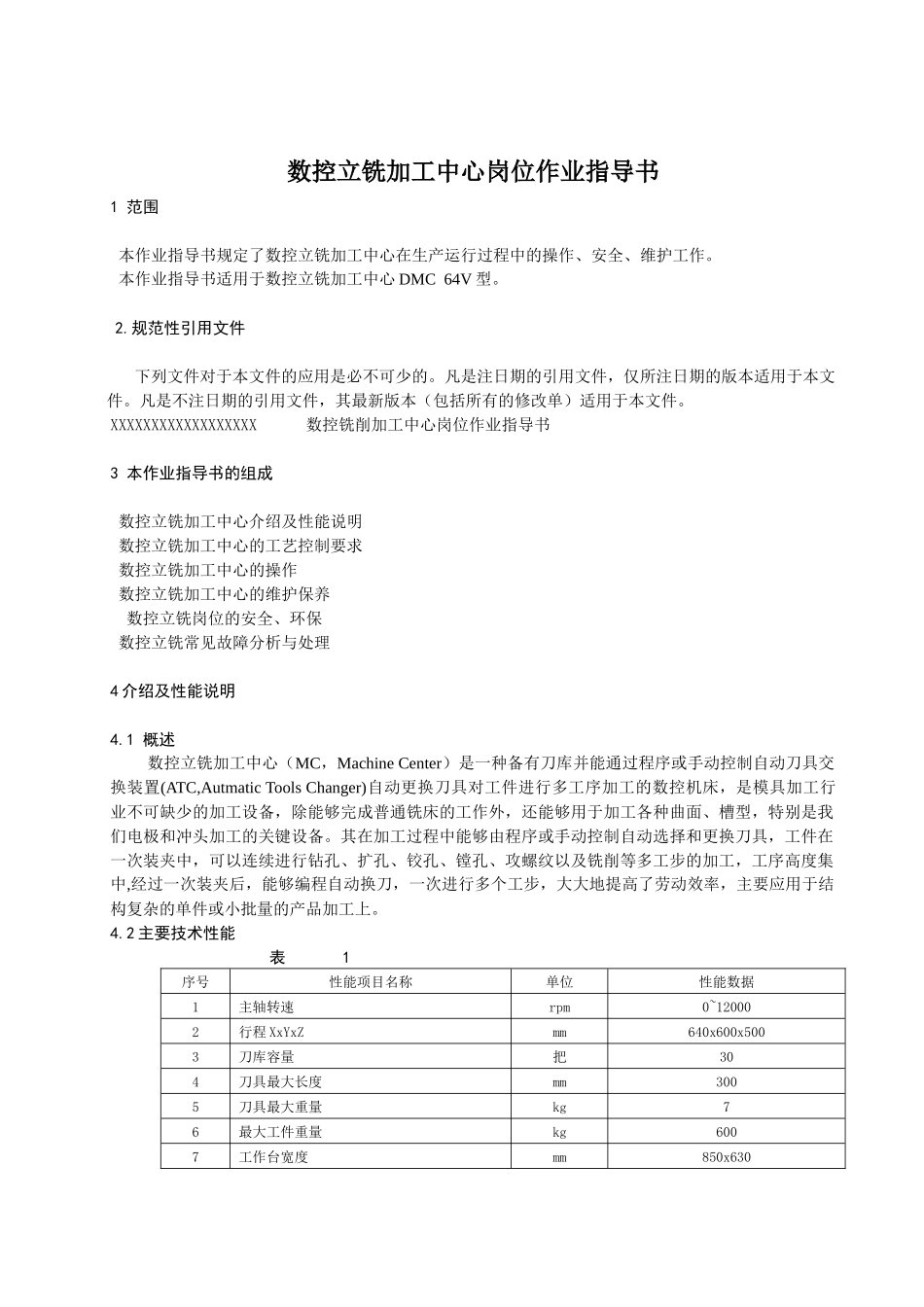
1概述数控立铣加工中心(MC,MachineCenter)是一种备有刀库并能通过程序或手动控制自动刀具交换装置(ATC,AutmaticToolsChanger)自动更换刀具对工件进行多工序加工的数控机床,是模具加工行业不可缺少的加工设备,除能够完成普通铣床的工作外,还能够用于加工各种曲面、槽型,特别是我们电极和冲头加工的关键设备
其在加工过程中能够由程序或手动控制自动选择和更换刀具,工件在一次装夹中,可以连续进行钻孔、扩孔、铰孔、镗孔、攻螺纹以及铣削等多工步的加工,工序高度集中,经过一次装夹后,能