锥螺纹钢筋接头工艺〔417-1996〕范围本工艺适用于工业与民用建筑现浇钢筋混凝土构造中直径16~40mm的热轧Ⅱ、Ⅲ级同级钢筋的同径或异径钢筋的连接
所连接钢筋直径之差不直超过9mm
采用锥螺纹钢筋接头应经设计人员同意
1材料及主要机具:连接套规格尺寸表表4-25连接套规格标记外径不小于(mm)长度不小于(mm)16、1625-0
518、1828-0
520、2030-0
522、2232-0
525、2535-0
528、2839-0
5105-0
532、3244-0
5115-0
536、3648-0
5125-0
540、4052-0
5135-0
5图4-36牙形规是用来检查钢筋连接端的锥螺纹牙形加工质量的量规
卡规是用来检查钢筋连接端的锥螺纹小端直径的量规
锥螺纹塞规是用来检查锥螺纹连接套的加工质量的量规
2作业条件:操作工艺3
1工艺流程:钢筋下料→钢筋套丝→接头单体试件试验→钢筋连接→质量检查3
2钢筋下料可用钢筋切断机或砂轮锯不得用气割下料
钢筋下料时要求钢筋端面与钢筋轴线垂直端头不得弯曲、不得出现马蹄形
3钢筋套丝:锥螺纹丝扣完好牙数表4-26钢筋直径(mm)完好牙数不小于(个)16~18520~22725~2883210361140123
4接头单体试件试验:图4-37接头的拧紧力矩值表4-27钢筋直径(mm)1618202225~283236~40拧紧力矩(N·m)118145177216275314343如有1根试件达不到上述要求值应再取双倍试件试验
当全部试件合格后方可进展连接施工
如仍有1根试件不合格那么断定该批连接件不合格不准使用
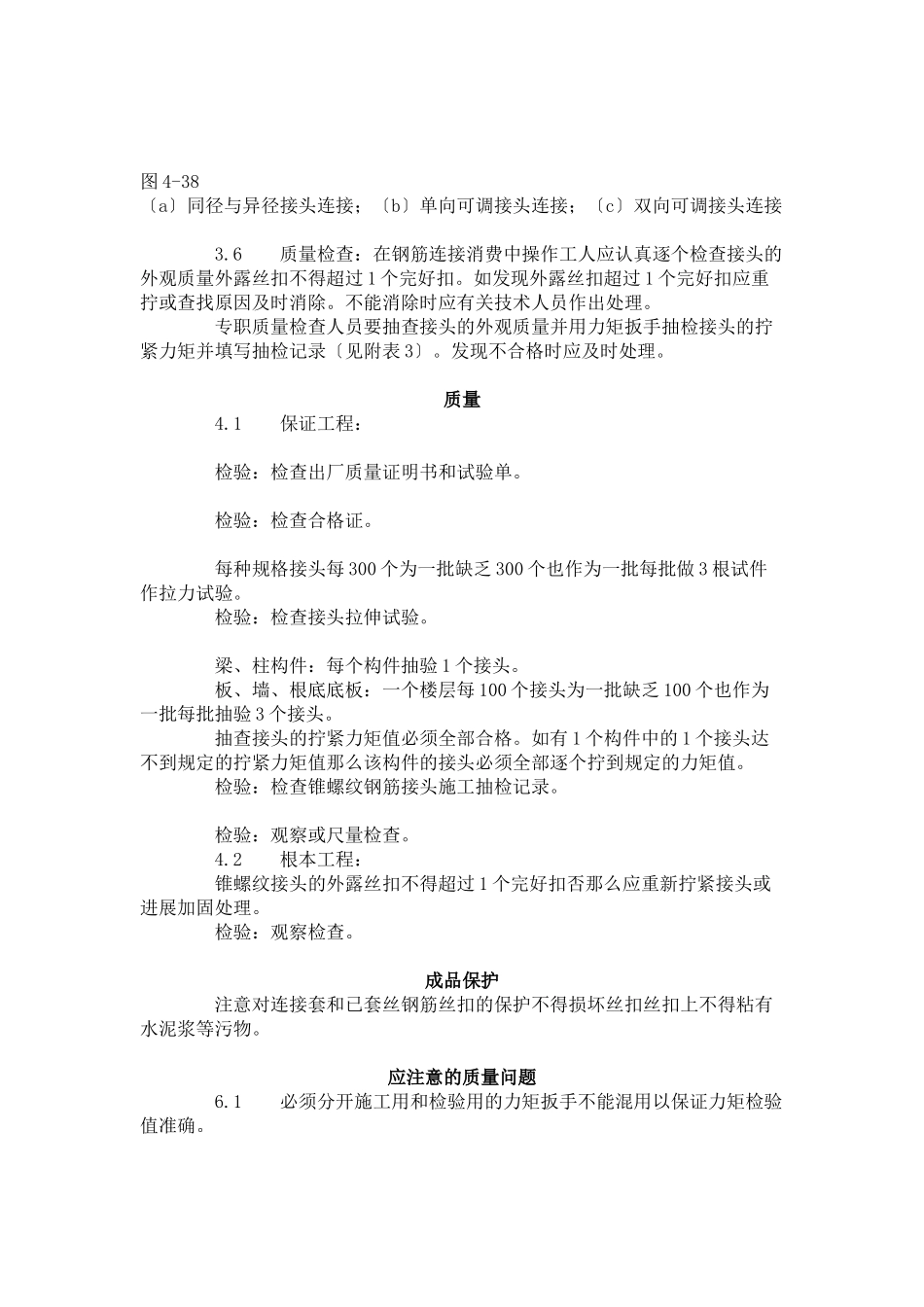
5钢筋连接:图4-38〔a〕同径与异径接头连接;〔b〕单向可调接头连接;〔c〕双向可调接头连接3
6质量检查:在钢筋连接消费中