第1页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共40页FANUC0iMate数控系统主轴驱动的连接FANUC0iMate系统主轴控制可分为主轴串行输出/主轴模拟输出(Spindleserialoutput/Spindleanalogoutput)
用模拟量控制的主轴驱动单元(如变频器)和电动机称为模拟主轴,主轴模拟输出接口只能控制一个模拟主轴
按串行方式传送数据(CNC给主轴电动机的指令)的接口称为串行输出接口;主轴串行输出接口能够控制两个串行主轴,必须使用FANUC的主轴驱动单元和电动机
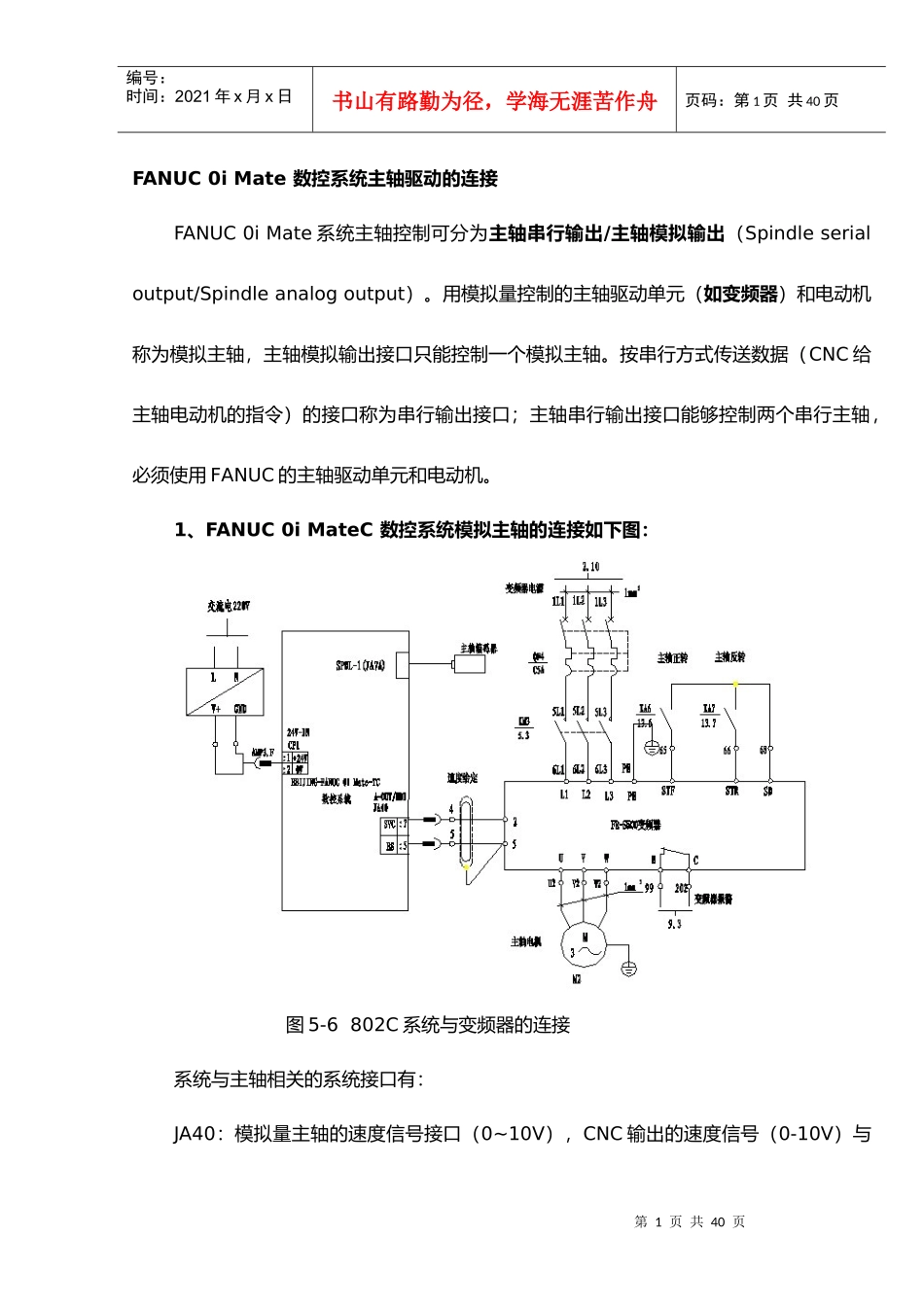
1、FANUC0iMateC数控系统模拟主轴的连接如下图:图5-6802C系统与变频器的连接系统与主轴相关的系统接口有:JA40:模拟量主轴的速度信号接口(0~10V),CNC输出的速度信号(0-10V)与第2页共40页第1页共40页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共40页变频器的模拟量频率设定端连接,控制主轴电机的运行速度
JA7A:串行主轴/主轴位置编码器信号接口,当主轴为串行主轴时,与主轴变频器的JA7B连接,实现主轴模块与CNC系统的信息传递;当主轴为模拟量主轴时,该接口又是主轴位置编码的主轴位置反馈接口
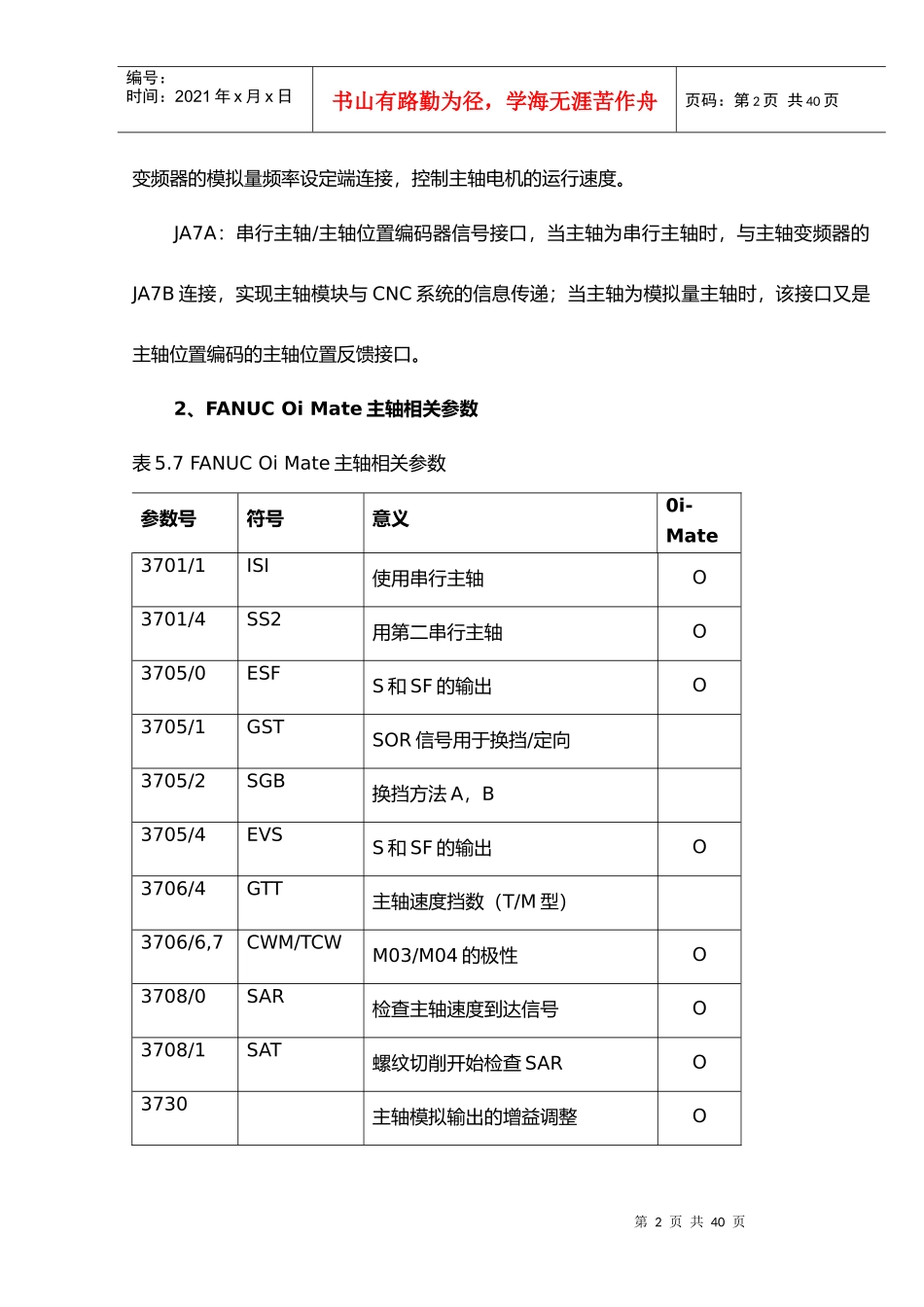
2、FANUCOiMate主轴相关参数表5
7FANUCOiMate主轴相关参数参数号符号意义0i-Mate3701/1ISI使用串行主轴O3701/4SS2用第二串行主轴O3705/0ESFS和SF的输出O3705/1GSTSOR信号用于换挡/定向3705/2SGB换挡方法A,B3705/4EVSS和SF的输出O3706/4GTT主轴速度挡数(T/M型)3706/6,7CWM/TCWM03/M04的极性O3708/0SAR检查主轴速度到达信号O3708/1SAT螺纹切削开始检查SARO3730主轴