副本呈送检验标准P
1OF121、生产部、工程部、品管部版本号:002、文件编号:WI/MS-17主题:板卡系列检验标准一、目的规范检验环境,检验视力要求,检验距离,检验时间,检验方法和工具,对检验员所发现的缺点项目,进行等级分类,使其明确产品检验标准,确保产品质量满足公司和客户要求.二、适应范围本规范适应于本公司生产和外发加工板卡成品外观检验.三、相关文件(无)四、定义4
1严重缺点(CRITICALDEFECT),是指缺点足以造成人体或机器产生伤害,或危及生命财产安全的缺点,以CR表示之.4
2主要缺点(MAJORDEFECT),是指缺点对制品之实质功能上已失去实用性或造成可靠度降低,产品损坏、功能不良称为主要缺点,以MA表示之
3次要缺点(MINORDEFECT):是指单位缺点之使用性能,实质上并无降低其实用性,且仍能达到所期望目的,一般为外观或机构组装之差异,以MI表示之
五、检验程序5
1检验前准备5
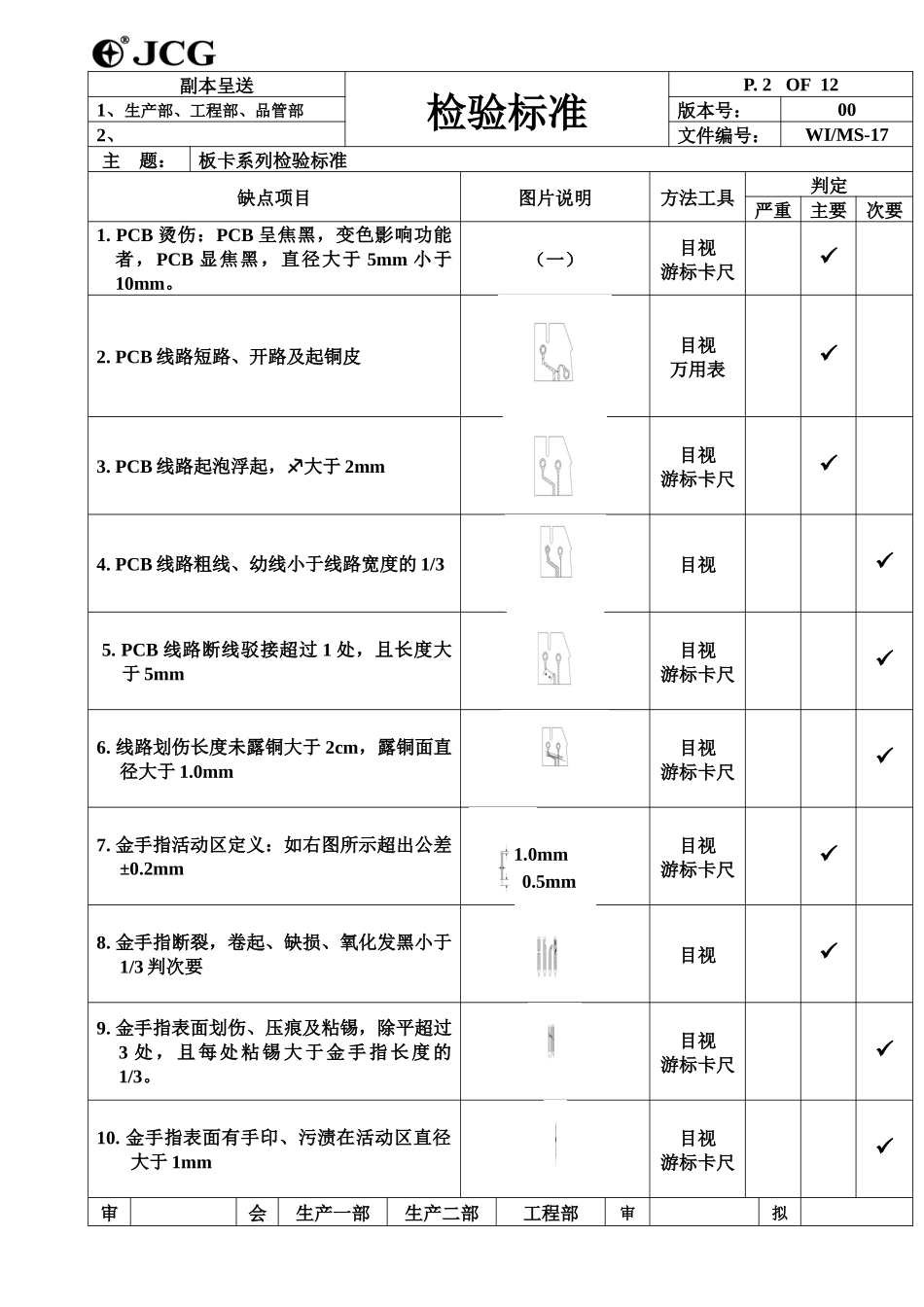
1检验环境:室内照明充足,工作台面清洁及配戴带清洁手套和防静电手环并接上静电地线.5
2检验视力距离,产品摆放角度及检验时间关系,若视力1
5,产品离眼睛距离15英寸,产品摆放角度为45度,如(图一)所示,检验单个缺点在5秒内判定其有无,若视力有偏差,检验距离按视力偏差0
1相应调整1英寸.5
3PCBA持板要求如(图二)所示a
配带干净手套,握持PCBA板边或板角,不可直接用手指触及导体,金手指和锡点面.b
配合良好静电防护措施.5
4按MIL-STD-105E一般检验Ⅱ级水准及主要AQL水平进行抽样检验,允收标准:严重AQL数为0,主要AQL数为0
65,次要AQL数为1
审批会签生产一部生产二部工程部审核拟制45°15"视力1
5产品照明充足(图二)(图一)副本呈送检验标准P
2OF121、生产部、工程部、品管部版本号:002、文件编号