过程质量控制技术自1924年,休哈特提出控制图以来,经过近80世纪的发展,过程质量控制技术已经广泛地应用到质量管理中,在实践中也不断地产生了许多种新的方法
如直方图、相关图、排列图、控制图和因果图等“QC七种工具”以及关联图、系统图等“新QC七种工具”
应用这些方法可以从经常变化的生产过程中,系统地收集与产品有关的各种数据,并用统计方法对数据进行整理、加工和分析,进而画出各种图表,找出质量变化的规律,实现对质量的控制
石川謦曾经说过,企业内95%的质量问题可通过企业全体人员应用这些工具得到解决
无论是ISO9000还是近年来非常风行的6Sigma质量管理理论都非常强调这些基于统计学的质量控制技术的应用
因此,要真正提高产品质量,企业上至领导下至员工都必须掌握质量控制技术并在实践中加以应用
一直方图(一)直方图用途直方图法是把数据的离散状态分布用竖条在图表上标出,以帮助人们根据显示出的图样变化,在缩小的范围内寻找出现问题的区域,从中得知数据平均水平偏差并判断总体质量分布情况
(二)直方图画法下面通过例子介绍直方图如何绘制
[例5-1]生产某种滚珠,要求直径x为15
0mm,试用直方图对生产过程进行统计分析
1.收集数据在5M1E(人、机、法、测量和生产环境)充分固定并加以标准化的情况下,从该生产过程收集n个数据
N应不小于50,最好在100以上
本例测得50个滚珠的直径如下表
其中Li为第i行数据最大值,Si为第i行数据最小值
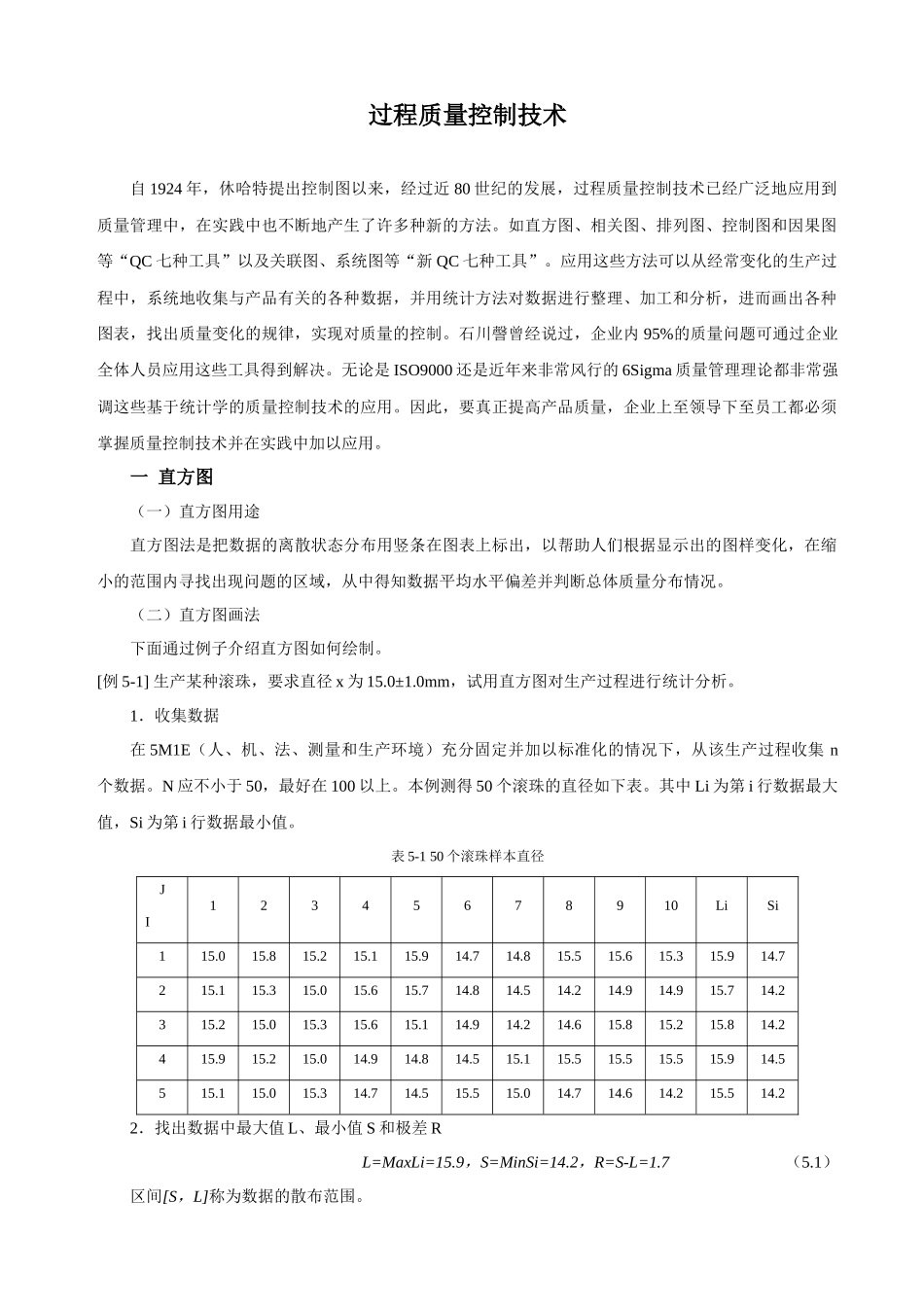
表5-150个滚珠样本直径JI12345678910LiSi115