第五章FANUC0I系统数控铣床宏编程实例5
1特殊曲线轮廓零件的编程零件的轮廓加工,既包括简单几何轮廓零件的加工,又包括特殊曲线几何轮廓零件的加工
对于由直线和圆弧组成的简单几何轮廓零件的加工,编程人员可直接用零件图上给定的已知条件,或经过简单的数学计算,可获得基点坐标值,直接编写出零件的加工程序
对于特殊曲线轮廓零件的编程,采用一般的编程方法,通常编程人员计算量较大,有时并不能得到某些基点的精确坐标,这是在编程过程中的难点所在,对于这一类特殊曲线轮廓零件的加工,这里仅介绍轮廓曲线的方程式为已知时,可采用宏程序编程的方法,既大大减小了计算量,又具有一定的通用性,在工程中具有一定的适应性
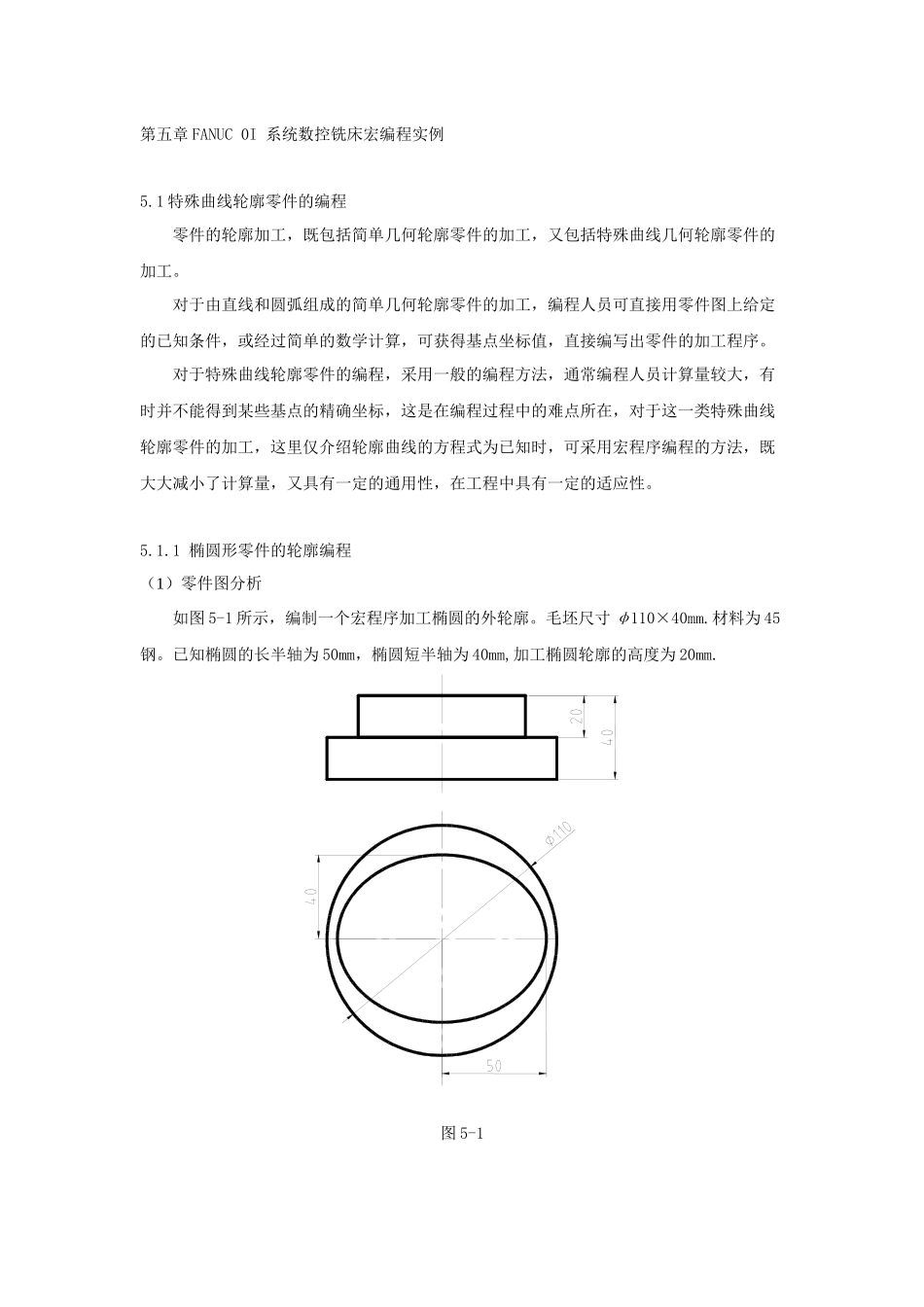
1椭圆形零件的轮廓编程(1)零件图分析如图5-1所示,编制一个宏程序加工椭圆的外轮廓
毛坯尺寸φ110×40mm
材料为45钢
已知椭圆的长半轴为50mm,椭圆短半轴为40mm,加工椭圆轮廓的高度为20mm
图5-1(2)工艺分析1)程序原点及工艺路线采用三爪自定心夹盘装夹,工件坐标系原点设定在工件上表面中心处
2)变量设定#1=(A)*椭圆长半轴长#2=(B)*椭圆短半轴长#3=(C)*椭圆轮廓的高度#4=(I)*四分之一圆弧切入的半径#7=(D)*平底立铣刀半径#9=(F)*进给速度#11=(H)*Z方向自变量赋初值#17=(Q)*自变量每层递增量3)刀具选择φ20平底立铣刀(3)参考程序主程序:O0511;G28G91Z0
;G17G40G49G80;S1200M03;G54G90G00X0
;G43H01Z30
;G65P1511A50
;M05;M03;子程序:O1511;G00X0
Y-[#2+#4];*定位到起刀点上方WHILE[#11GT-#3]DO1;*当#11>-#3时,循环1继续#11=#11-#17