州信息职业技术学院教案首页章节名称第六章模具制造的其他方法6
1电化学加工及化学加工6
2超声波加工6
3型腔的冷挤压加工课次28课时2课型新授课授课时间授课教师张良英授课班级11模具(1)班11模具(2)班授课方式讲授教研室主任审批:教研室主任签名:年月日教学目标知识目标:掌握各种电化学加工的原理,理解超声波加工的原理,了解型腔的冷挤压加工的原理技能目标:素质目标:重点难点重点:难点:教学方法教学手段教学媒介方法:讲授手段:板书媒介:多媒体教学内容及时间安排1电化学加工及化学加工2超声波加工3型腔的冷挤压加工作业课后小结总结:课型:新授课、讨论课、练习课、复习课、实验课、实训课、一体化课等;课次:本学期第×次课;课时:以2课时为单位;授课方式:讲授、上机、实验、讨论、参观等;说明:1.课后一定要做好“课后小结”,对本次课进行成功、失败、不足及今后改进的设想等小结
2.本首页各栏目要填写齐全,不得缺项,否则,教案不合格,影响教学考核
教学过程设计标注第六章模具制造的其他方法6
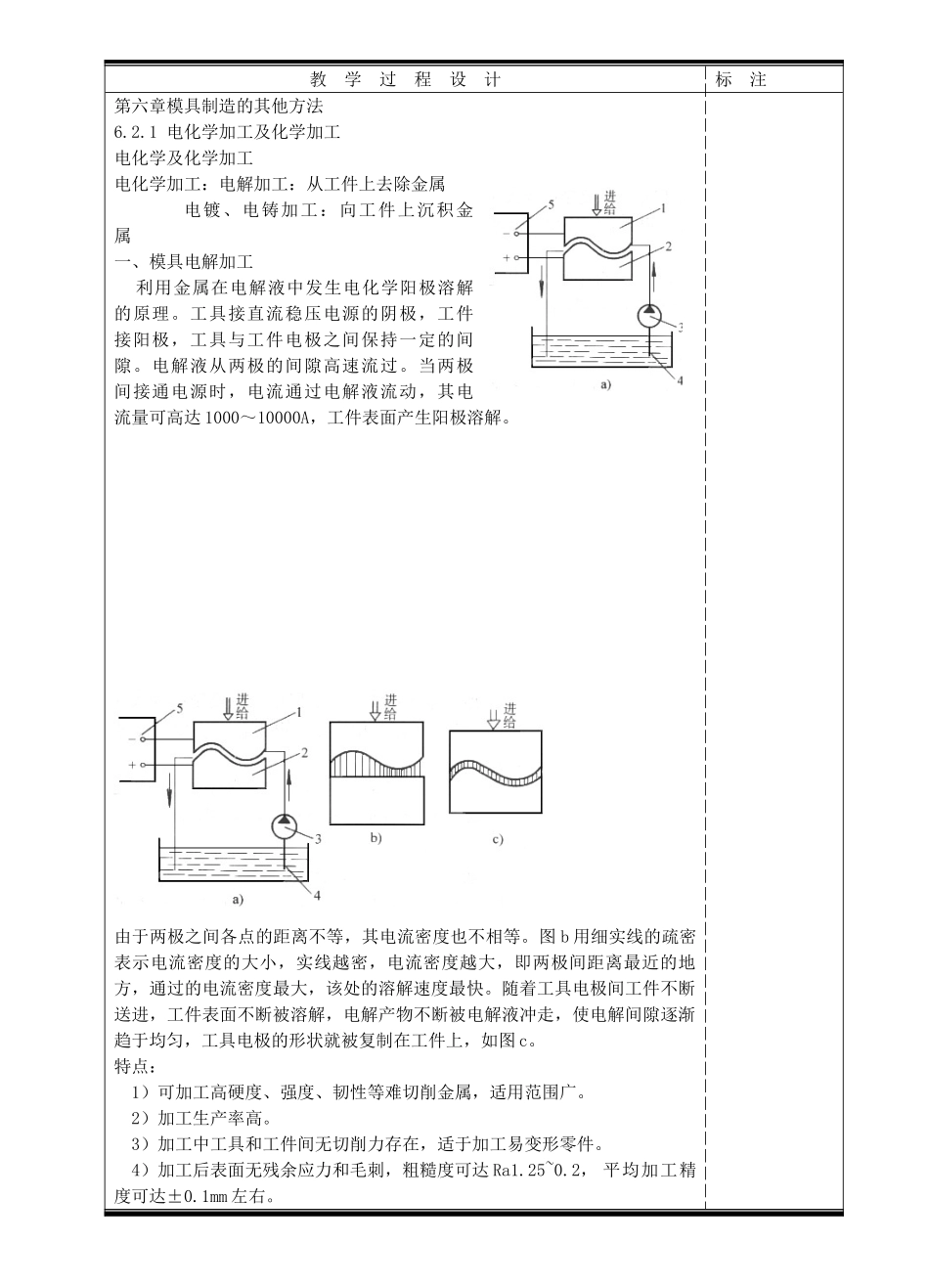
1电化学加工及化学加工电化学及化学加工电化学加工:电解加工:从工件上去除金属电镀、电铸加工:向工件上沉积金属一、模具电解加工利用金属在电解液中发生电化学阳极溶解的原理
工具接直流稳压电源的阴极,工件接阳极,工具与工件电极之间保持一定的间隙
电解液从两极的间隙高速流过
当两极间接通电源时,电流通过电解液流动,其电流量可高达1000~10000A,工件表面产生阳极溶解
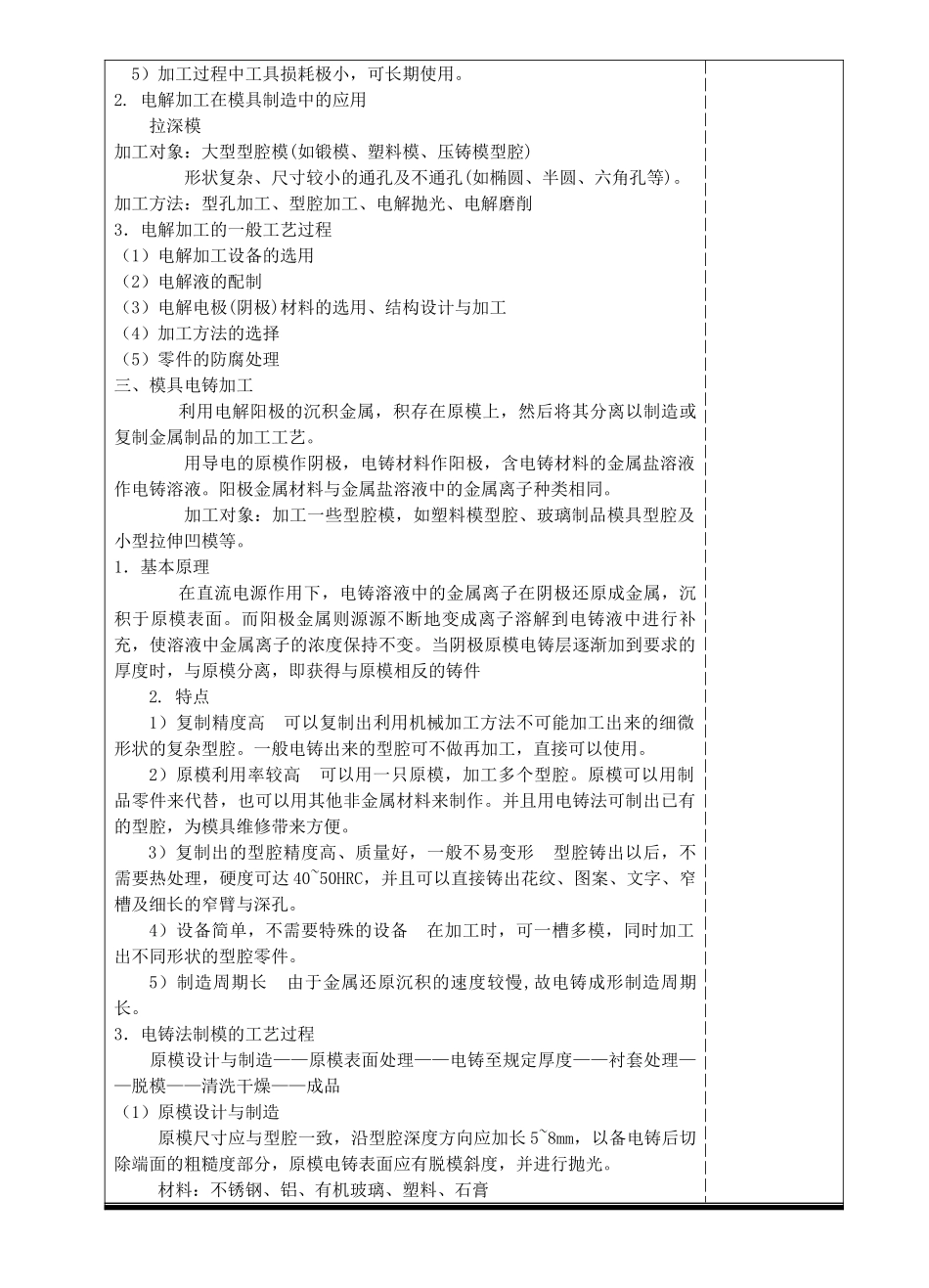
由于两极之间各点的距离不等,其电流密度也不相等
图b用细实线的疏密表示电流密度的大小,实线越密,电流密度越大,即两极间距离最近的地方,通过的电流密度最大,该处的溶解速度最快
随着工具电极间工件不断送进,工件表面不断被溶解,电解产物不断被电解液冲走,使电解间隙逐渐趋于均匀,工具电极的形状就被复制在工件上,如图c
特点:1)可加