第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页目录一
零件的技术要求及材质、结构、特征分析1、零件的技术要求…………………………………………
32、零件材质分析……………………………………………
33、零件结构、特征分析……………………………………
铸件结构的工艺性分析1、铸件壁厚……………………………………
42、壁的连接……………………………………
铸造工艺方案的设计1、铸造工艺方法的选择……………………………………
42、浇注位置及分型面的选择………………………………
53、机械加工初基准的选择…………………………………
54、工艺参数的选择…………………………………………
55、型芯的设计四
浇注系统及冒口的设计和计算1、铸件的质量计算…………………………………………
6第2页共6页第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共6页2、浇注系统的设计………………………………………
63、冒口的设计与计算………………………………………
工艺装备的设计1、铸造机的选用……………………………………
82、芯盒的设计……………………………………………
工艺流程简图…………………………………………
设计心得………………………………………………………15八
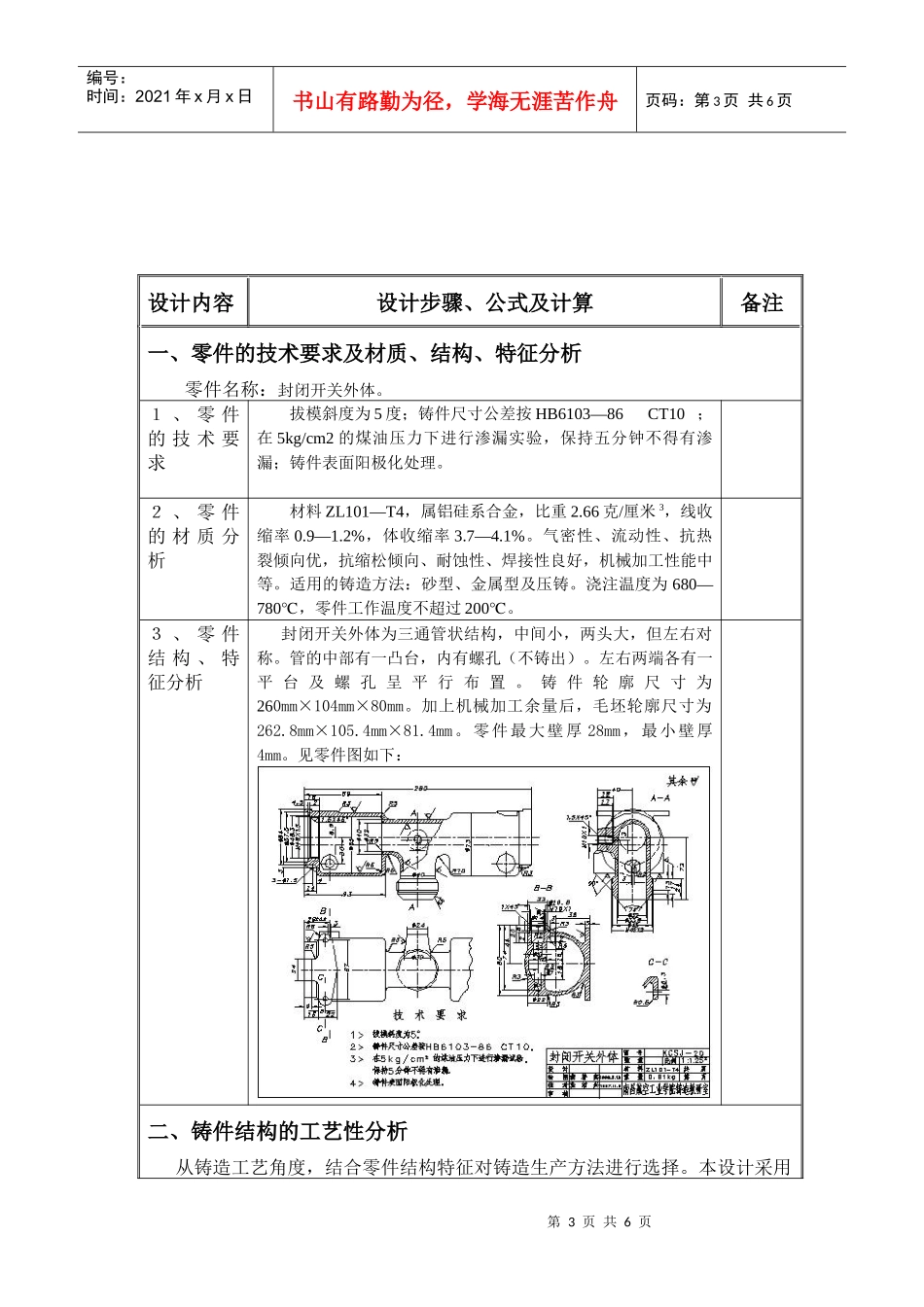
参考资料………………………………………………………16第3页共6页第2页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共6页设计内容设计步骤、公式及计算备注一、零件的技术要求及材质、结构、特征分析零件名称:封闭开关外体
1、零件的技术要求拔模斜度为5度;铸件尺寸公差按HB610