电镀铜(二)3
4操作条件的影响3
1温度温度对镀液性能影响很大,温度提高,会导致允许的电流密度提高,加快电极反应速度,但温度过高,会加快添加剂的分解,使添加剂的消耗增加,同时镀层光亮度降低,镀层结晶粗糙
温度太低,虽然添加剂的消耗降低,但允许电流密度降低,高电流区容易烧焦
一般以20-300C为佳
2电流密度当镀液组成,添加剂,温度,搅拌等因素一定时,镀液所允许的电流密度范围也就一定了,为了提高生产效率,在保证镀层质量的前提下,应尽量使用高的电流密度
电流密度不同,沉积速度也不同
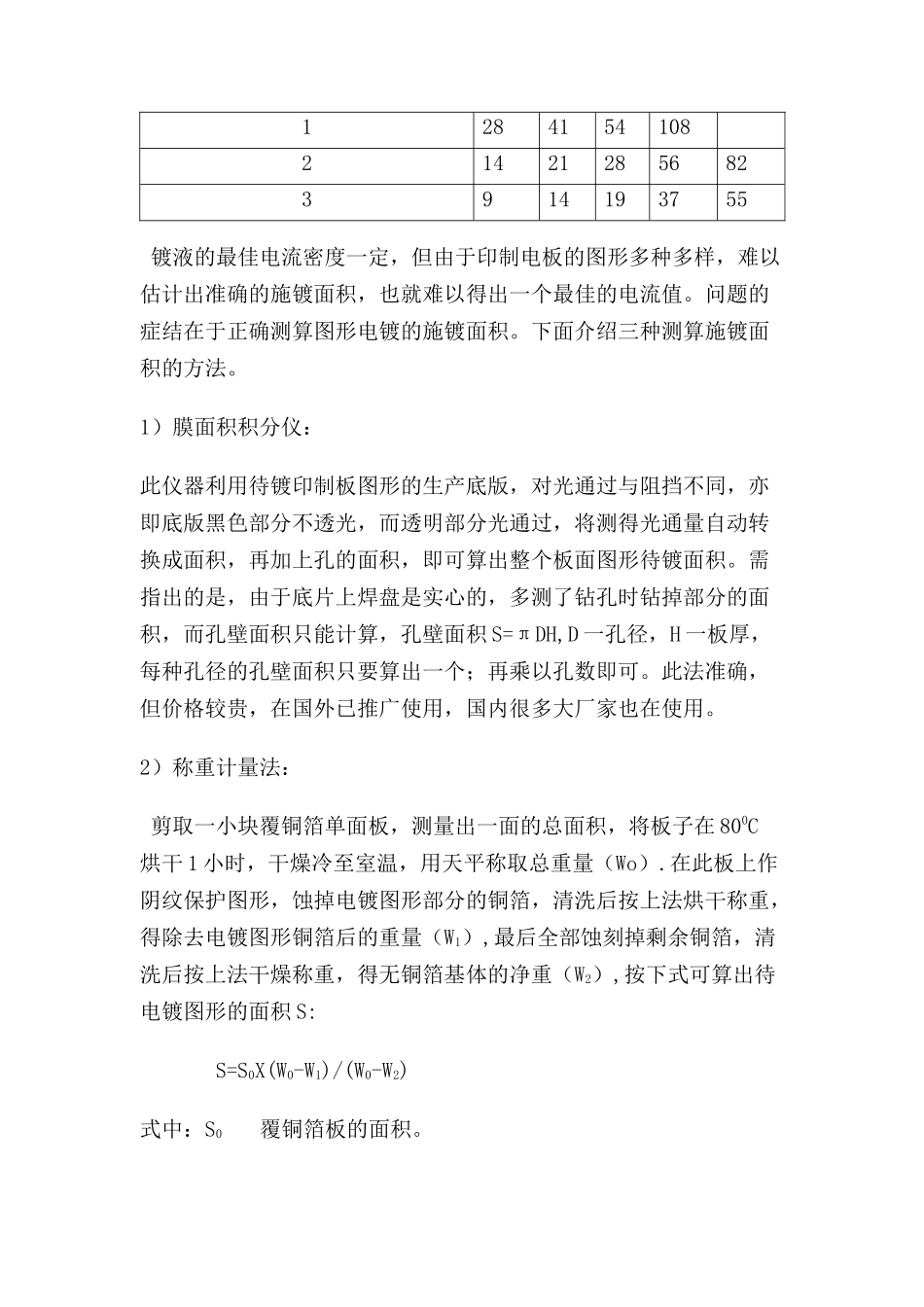
表8-5给出了不同电流密度下的沉积速度(以阴极电流效率100%计)
表8-5电流密度与沉积速度时间(分)镀层厚度(μm)电流密度(A/dm2)691224361284154108214212856823914193755镀液的最佳电流密度一定,但由于印制电板的图形多种多样,难以估计出准确的施镀面积,也就难以得出一个最佳的电流值
问题的症结在于正确测算图形电镀的施镀面积
下面介绍三种测算施镀面积的方法
1)膜面积积分仪:此仪器利用待镀印制板图形的生产底版,对光通过与阻挡不同,亦即底版黑色部分不透光,而透明部分光通过,将测得光通量自动转换成面积,再加上孔的面积,即可算出整个板面图形待镀面积
需指出的是,由于底片上焊盘是实心的,多测了钻孔时钻掉部分的面积,而孔壁面积只能计算,孔壁面积S=πDH,D一孔径,H一板厚,每种孔径的孔壁面积只要算出一个;再乘以孔数即可
此法准确,但价格较贵,在国外已推广使用,国内很多大厂家也在使用
2)称重计量法:剪取一小块覆铜箔单面板,测量出一面的总面积,将板子在800C烘干1小时,干燥冷至室温,用天平称取总重量(Wo)
在此板上作阴纹保护图形,蚀掉电镀图形部分的铜箔,清洗后按上法烘干称重,得除去电镀图形铜箔后的重量(W1),最后全部蚀刻掉剩余铜箔,清洗后按上法