第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页表面安装PCB设计工艺简析2001-12-5烽火通信股份有限公司鲜飞摘要表面安装技术在许多电子产品的生产制造中被大量采用,本文就表面安装PCB设计时需考虑的一些制造工艺性问题进行了阐述,给SMT设计人员提供一个参考
关键词印制板基准标志导通孔波峰焊再流焊可测性设计以前的电子产品,“插件+手焊”是PCB板的基本工艺过程,因而对PCB板的设计要求也十分单纯,随着表面安装技术的引入,制造工艺逐步溶于设计技术之中,对PCB板的设计要求就越来越苛刻,越来越需要统一化、规范化
产品开发人员在设计之初除了要考虑电路原理设计的可行性,同时还要统筹考虑PCB的设计和板上布局、工艺工序流程的先后次序及合理安排
本文结合作者多年的生产实践经验,对表面安装PCB设计中的制造工艺性问题进行了总结,提出来供广大设计人员参考
一、焊接方式与PCB整体设计再流焊几乎适用于所有贴装元件的焊接,波峰焊则只适用于焊接矩形片状元件、圆柱形元器件、SOT等和较小的SOP(管脚数少于28、脚间距1mm以上)
鉴于生产的可操作性,PCB整体设计尽可能按以下顺序优化:(1)单面混装,即在PCB单面布放贴片元件或插装元件
(2)两面贴装,PCB单面或两面均布放贴片元件
(3)双面混装,PCBA面布放贴装元件和插装元件,B面布放适合于波峰焊的贴片元件
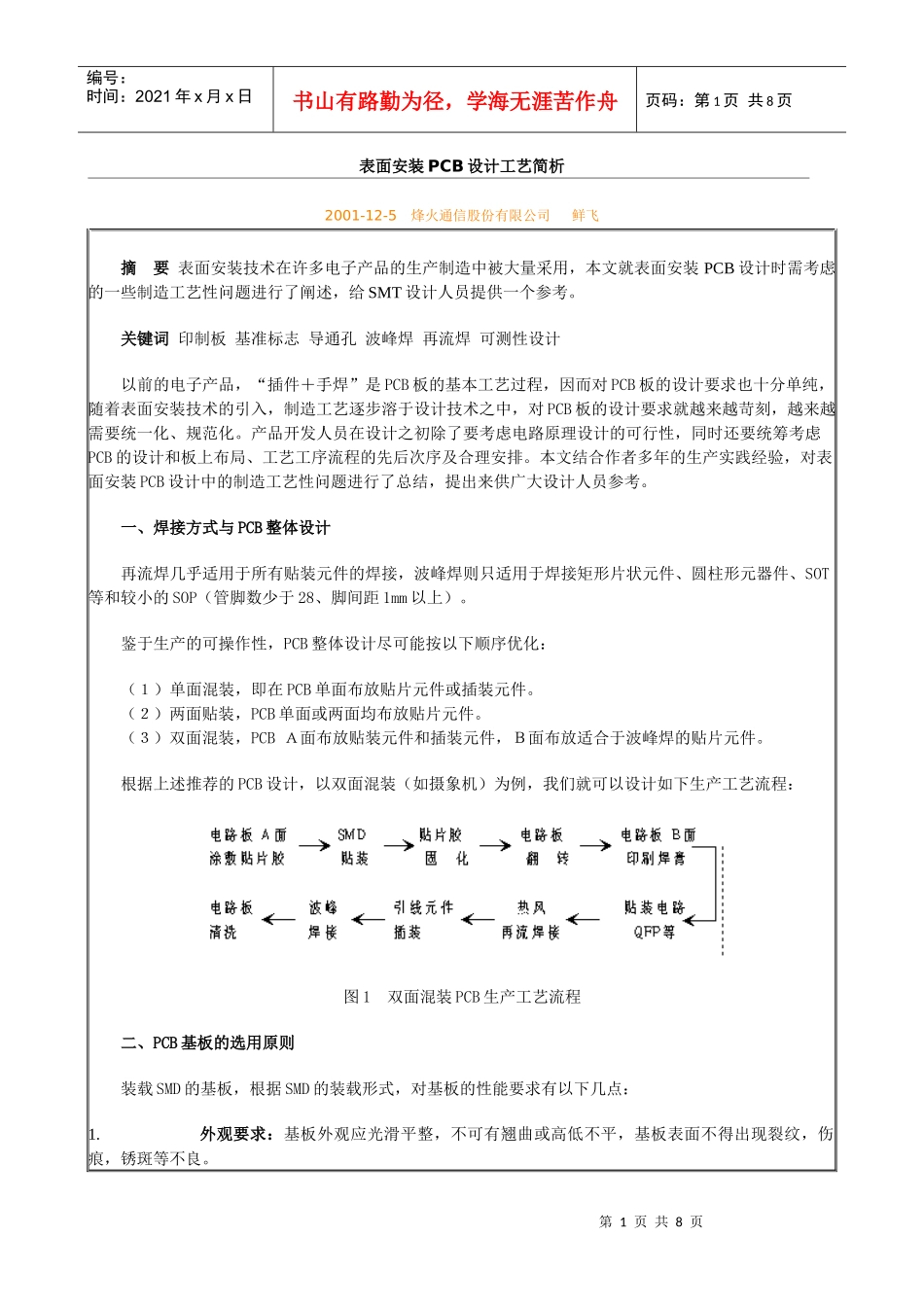
根据上述推荐的PCB设计,以双面混装(如摄象机)为例,我们就可以设计如下生产工艺流程:图1双面混装PCB生产工艺流程二、PCB基板的选用原则装载SMD的基板,根据SMD的装载形式,对基板的性能要求有以下几点:1
外观要求:基板外观应光滑平整,不可有翘曲或高低不平,基板表面不得出现裂纹,伤痕,锈斑等不良
第2页共8页第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码