第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共13页第七章塑料的二次成型一、本章基本内容:1、二次成型的粘弹性原理2、中空吹塑,挤出吹塑工艺3、热成型,拉幅薄膜的成型二、学习目的与要求:1、熟悉吹塑成型各种方法及特点2、掌握影响挤出管坯质量3、熟悉吹塑工艺的影响因素三、本章重点、难点:重点:1、挤-拉-吹和注-拉-吹的工艺流程2、大型中空制品所用的原料和机头难点:1、如何拉伸吹塑;2、挤出吹塑制品质量的控制课时:4第2页共13页第1页共13页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共13页在一定条件下将片、板、棒等塑料型材通过再次加工成型为制品的方法,称二次成型法二次成型过程中塑料通常都处于熔点或流动温度以下的“半熔融”类橡胶状态,所以二次成型是加工类橡胶聚合物的一种技术,它仅适用于热塑性塑料的成型二次成型主要包括:中空吹塑成型热成型取向薄膜的拉伸在一定条件下将片、板、棒等塑料型材通过再次加工成型为制品的方法,称二次成型法二次成型过程中塑料通常都处于熔点或流动温度以下的“半熔融”类橡胶状态,所以二次成型是加工类橡胶聚合物的一种技术,它仅适用于热塑性塑料的成型二次成型主要包括:中空吹塑成型热成型取向薄膜的拉伸第一节二次成型的粘弹性原理塑料的二次成型加工,就是在材料处于类橡胶状条件下进行的
聚合物在Tg~Tm(或Tf)间,既表现液体的性质又显示固体的性质
因此,在二次成型过程中塑料会表现出粘性和弹性
各种聚合物的Tg有很大差别,适用于二次成型的只能是那些Tg比室温高得多的聚合物,因为由它们所成型的制品在室温的使用条件下,才具有长时期的因次稳定性
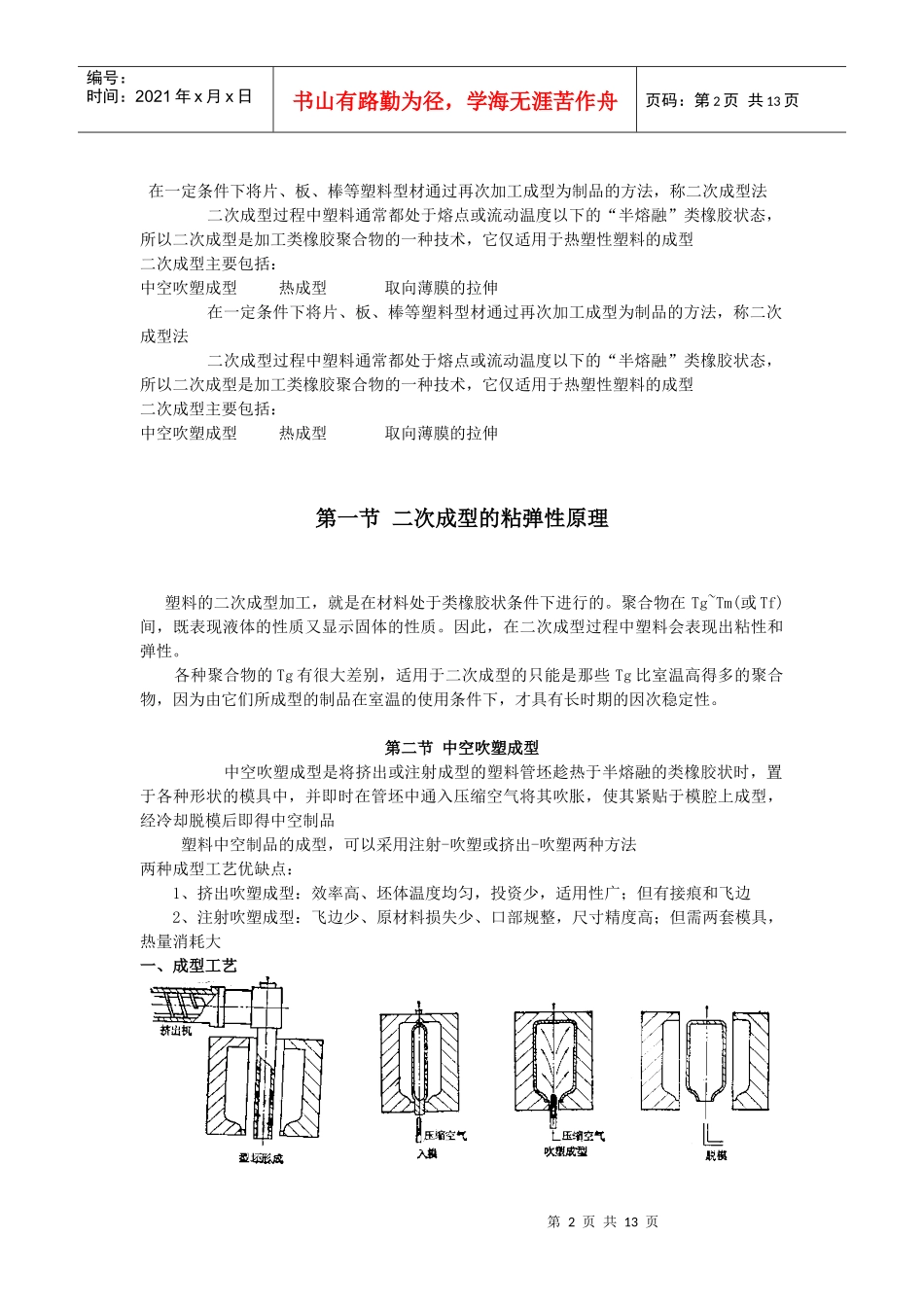
第二节中空吹塑成型中空吹塑成型是将挤出或注射成型的塑料管坯趁热于半熔融的类橡胶状时,置于各种形状的模具中,并即时在管坯中通入压缩空气将其吹胀,使其紧贴于模腔上成型