第1页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共33页气门摇杆轴支座机械课程设计第2页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共33页第3章摇杆轴支座机械加工工艺规程设计3
1零件的图纸与工艺分析3
1零件的作用第3页共33页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共33页气门摇杆轴支座是柴油机一个主要零件
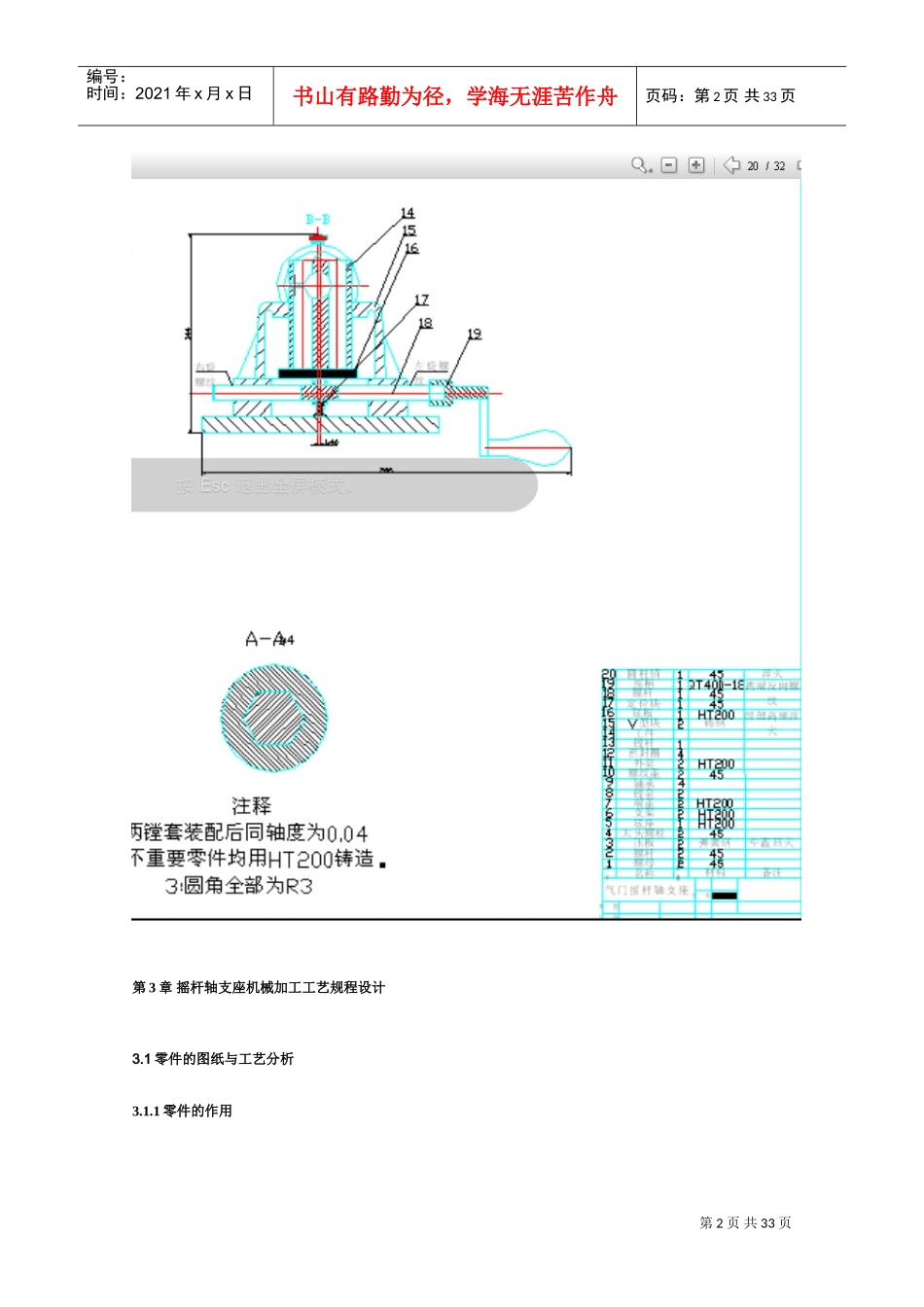
是柴油机摇杆座的结合部孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个孔用M12螺杆与汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动
其零件图如下图:图3
1摇杆轴支座3
2零件的工艺分析由图3
1得知,其材料为HT200
该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件
该零件上主要加工面为上端面,下端面,左右端面,2-孔和以及3mm轴向槽的加工孔的尺寸精度以及下端面0
05的平面度与左右两端面孔的尺寸精度,直接影响到进气孔与排气门的传动精度及密封,2—孔的尺寸精度,以上下两端面的平行度0
因此,需要先以下端面为粗基准加工上端面,再以上端面为粗基准加工下端面,再把下端面作为精基准,最后加工孔时以下端面为定位基准,以保证孔轴相对下端面的位置精度
由参考文献(1)中有关孔的加工的经济精度机床能达到的位置精度可知上述要求可以达到的零件的结构的工艺性也是可行的
2工艺规程定性设计3
2生产类型与毛坯制造方法的确定根据零件材料确定毛坯为铸件,已知零件的生产纲领为1000件/年,通过计算,该零件质量约为3Kg,由表1—4、表1—3可知,其生产类型为成批生产,毛坯的铸造方法选用砂型机器造型
此外,为消除残余应力,铸造后安排人工时效处理
由2—12可知该种铸造公差等级为CT10~11,MA-H级