第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页机械制造工艺及夹具课程设计任务书题目:焊接接管底盖加工工艺夹具要求:大批生产设计内容:1、产品零件图1张2、产品毛坯图1张3、机械加工工艺过程卡片1份4、机械加工工序卡片1套5、课程设计说明书1份6、夹具设计装配图1张7、夹具设计零件图1~2张第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页一、零件的分析所要焊接零件如下所示:该零件由四个部件组成,四个部件以焊接的方式连接起来,故需要做一副焊接夹具
第3页共7页第2页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共7页一、零件工艺分析及装夹方案的确定该零件由四个部件组成,这四个零件要用焊接的方法连在一起组成一个零件
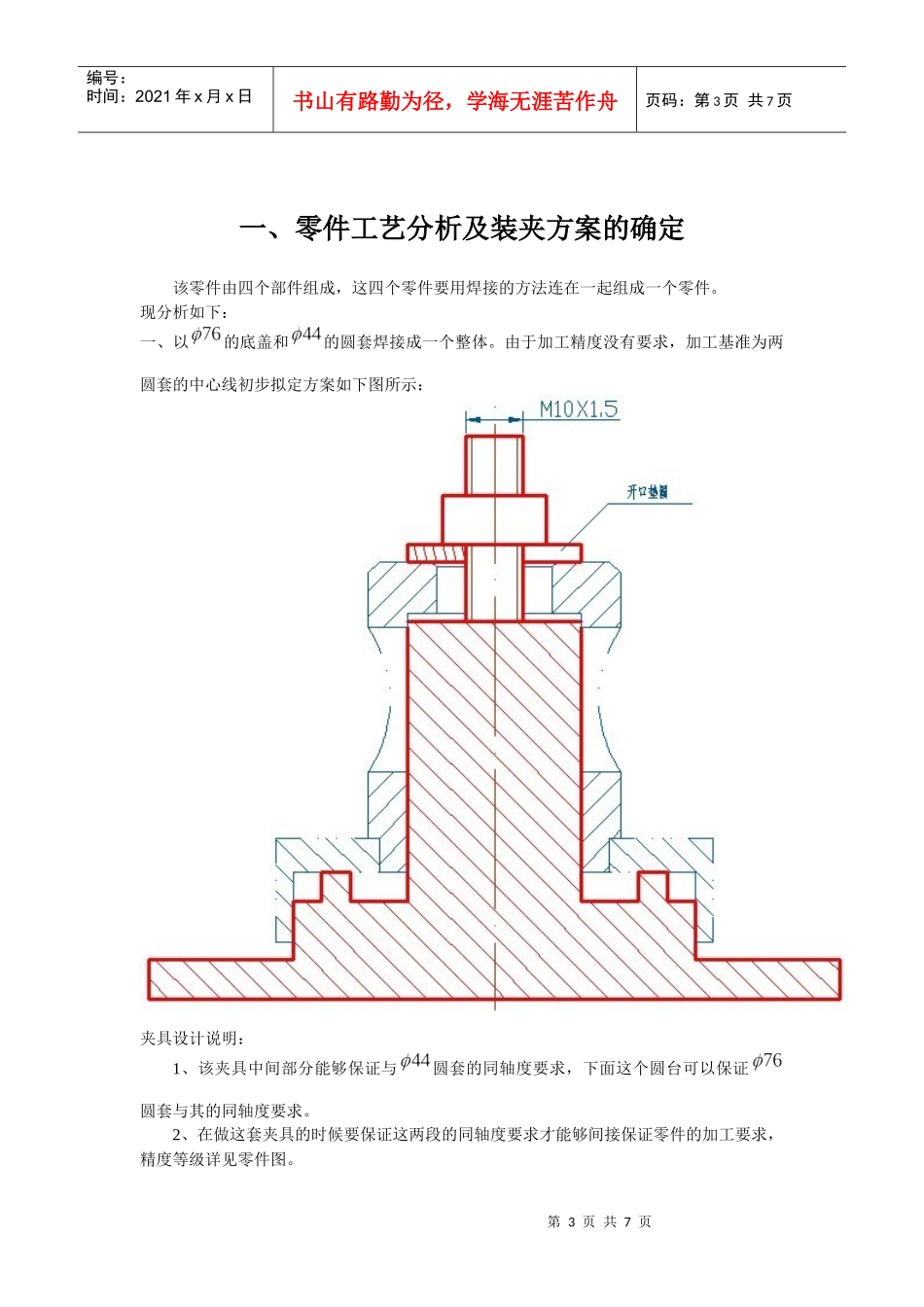
现分析如下:一、以的底盖和的圆套焊接成一个整体
由于加工精度没有要求,加工基准为两圆套的中心线初步拟定方案如下图所示:夹具设计说明:1、该夹具中间部分能够保证与圆套的同轴度要求,下面这个圆台可以保证圆套与其的同轴度要求
2、在做这套夹具的时候要保证这两段的同轴度要求才能够间接保证零件的加工要求,精度等级详见零件图
第4页共7页第3页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共7页3、由于焊接过程会发生变形,故在定位圆套的圆台与定位圆套的交接附近开一圆环槽防止圆套变形翘起
4、考虑装夹方便,在压紧装置上采取开口垫圈传递压力压紧工件,松开工件时可以节省时间,不需要完全把螺母拧出
二、用一根心轴和两个定位套定位焊接两侧接管接头,加工基准为两接管的中心线
初步拟定方案如下图所示:夹具设计说明:1、该夹具以一根心轴和两个定位套保证两个接管接头的同轴度
2、该夹具通过定位两接管接头心轴和定位圆套的定位心轴孔轴线的垂直