焊接工艺评估任务书任务书编号:HP-25任务来源产品名称部(组)件名称零件名称被评接头焊接工艺申请单编号//集箱母材类组别ⅣⅢ产品令号部(组)件图号焊接措施规格Ф38*5
5Ф38*5
5接头型式//GTAW母材钢号12Cr2MoWVTiB12Cr1MoVG冷弯角D=3S母材机械性能钢号试件规格屈服强度(MPa)抗拉强度(MPa)冲击功(AkvJ)延伸率(%)收缩率(%)原则产品试件12Cr2MoWVTiB12Cr1MoVGФ38*5
5Ф38*5
5345255540-735470-6401821//GB5310GB5310评估原则:《蒸汽锅炉安全技术监察规程》附录I;JB1613-1993;JB1614-1993试件无损检查项目:√外观□MT□PT√RT□UT试件理化性能实验项目项目试样数量拉伸接头1全焊缝/面弯2弯曲背弯2侧弯/冲击/金相宏观1微观/硬度/化学分析/补充实验项目(不作参照)性能实验合格原则(按试件母材):1VE:按JB1613-1993《锅炉受压元件焊接技术条件》第9
4条;2RT:按GB3323-87《钢熔化焊对接接头焊缝射线照相和质量分级》照相质量≥AB级焊缝质量Ⅱ级;3拉伸:按JB1614-1993《锅炉受压元件焊接接头力学性能实验措施》第4
3条;4弯曲:按JB1614-1993《锅炉受压元件焊接接头力学性能实验措施》第7
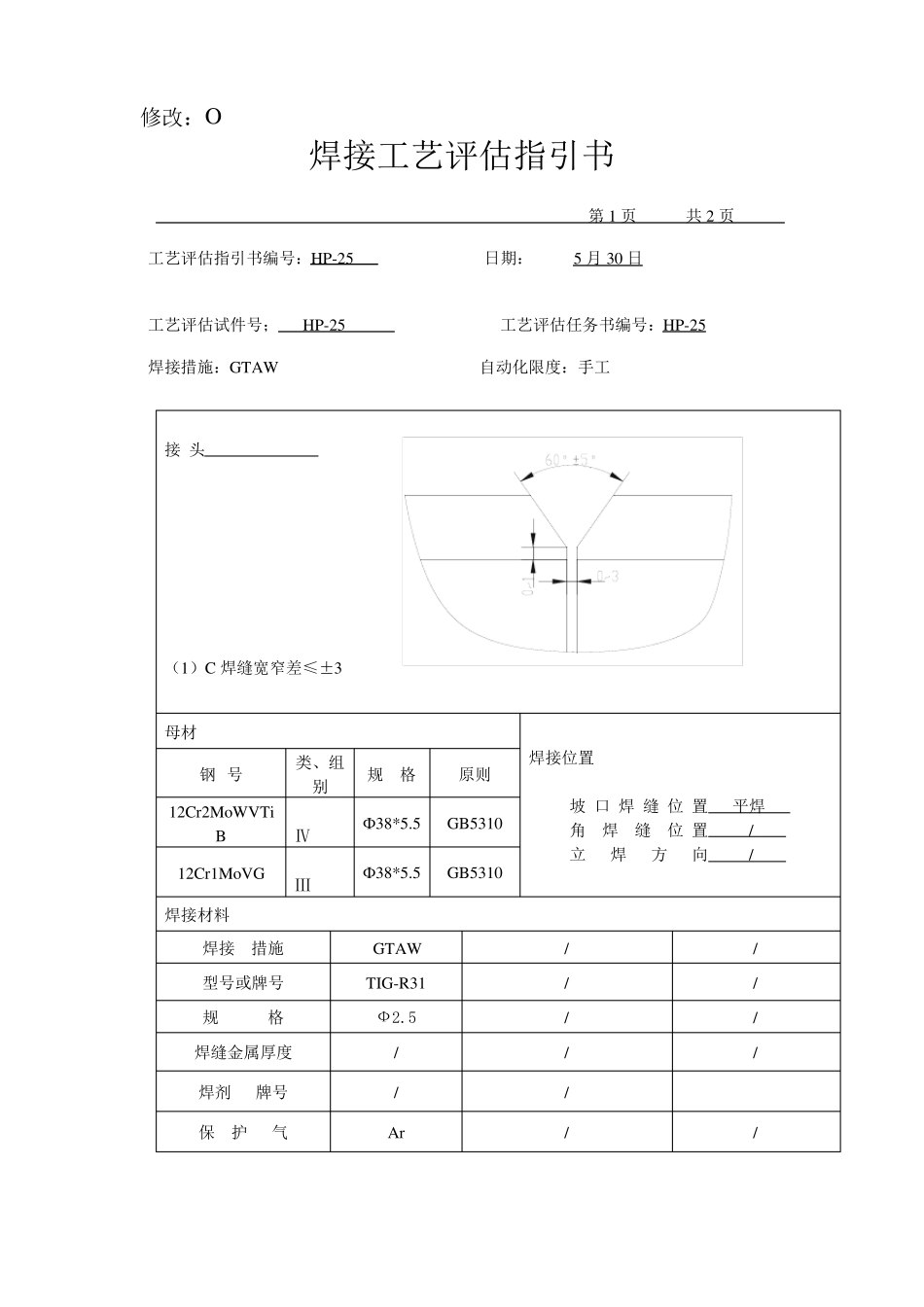
3条;5金相:按JB/T2636《锅炉受压元件焊接金相和断口检查措施》规定完毕日期:制定日期校对日期修改:O焊接工艺评估指引书第1页共2页工艺评估指引书编号:HP-25日期:5月30日工艺评估试件号;HP-25工艺评估任务书编号:HP-25焊接措施:GTAW自动化限度:手工接头(1)C焊缝宽窄差≤±3母材钢号12Cr2MoWVTiB12Cr1MoVG焊接材料焊接措施型号或牌号规格焊缝金属厚度焊剂牌号保护气GTAWTI