无损检测技术在航空发动机上的应用研究在航空发动机维修方面的应用无损检测,就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处状态(如合格与否、剩余寿命等)的所有技术手段的总称
常规的用于航空发动机维修方面的无损检测方法主要有超声检测、射线检测、内窥镜检查、磁粉检测、渗透检测、涡流检测等
它们被用于被检物表面缺陷检测和内部缺陷检测
航空发动机组成零件多,工作环境恶劣且在不断变换的工作状态中工作,对性能要求极为严格,且发动机结构还要不断更新,导致其维修比重加大
同时由于现代设备性能更高级,技术更加综合,结构更加复杂,给航空设备的定期维修、快速维修特别是大修带来很大挑战,因此目前航空发动机的维修装备和手段也在不断发展,推陈出新,使航空发动机的维修手段更加现代化、高科技化
无损检测能在不损坏试件材质、结构的前提下进行检测,对发动机影响最小,使得无损检测技术广泛应用于发动机维修中
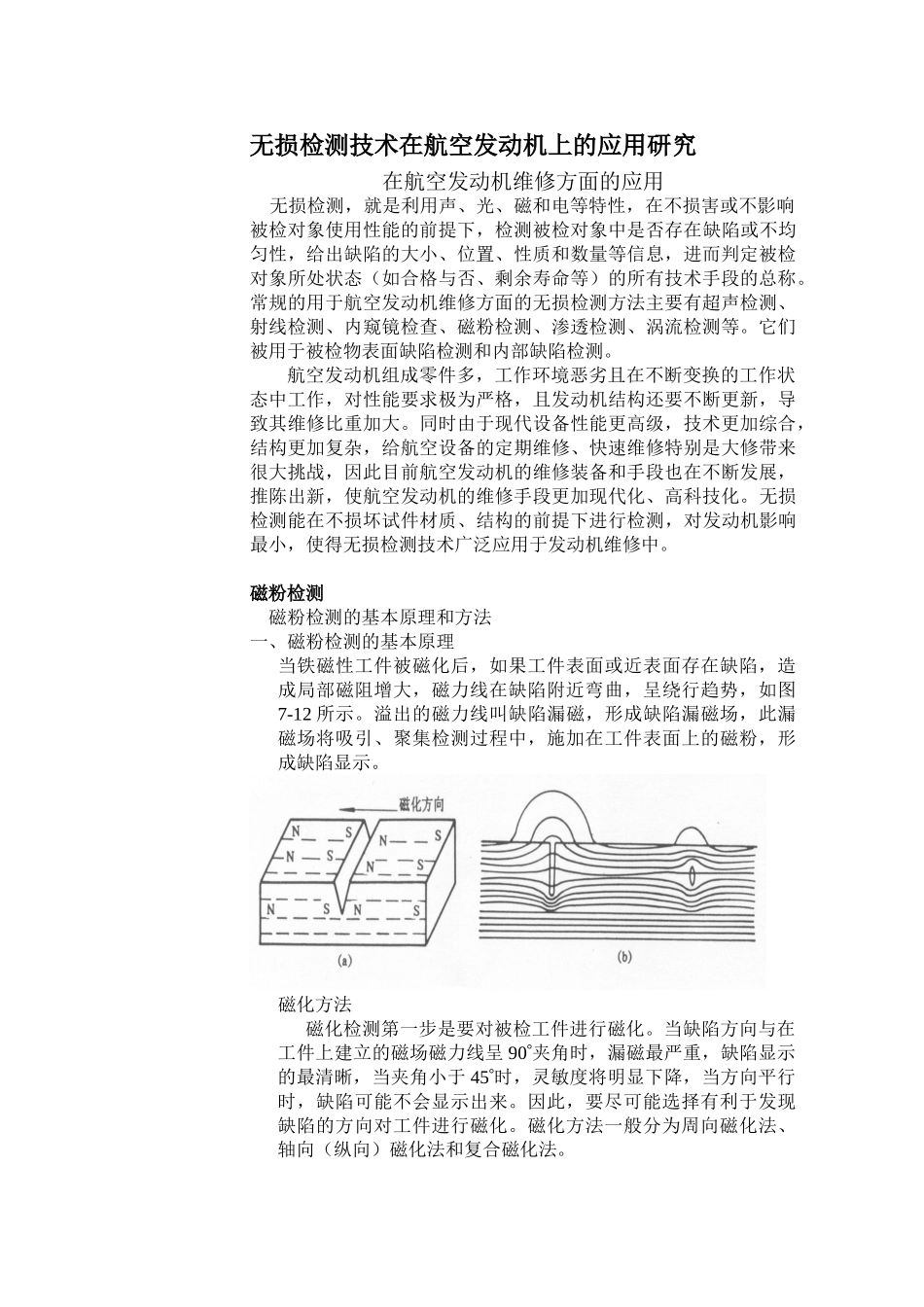
磁粉检测磁粉检测的基本原理和方法一、磁粉检测的基本原理当铁磁性工件被磁化后,如果工件表面或近表面存在缺陷,造成局部磁阻增大,磁力线在缺陷附近弯曲,呈绕行趋势,如图7-12所示
溢出的磁力线叫缺陷漏磁,形成缺陷漏磁场,此漏磁场将吸引、聚集检测过程中,施加在工件表面上的磁粉,形成缺陷显示
磁化方法磁化检测第一步是要对被检工件进行磁化
当缺陷方向与在工件上建立的磁场磁力线呈90夹角时,漏磁最严重,缺陷显示的最清晰,当夹角小于45时,灵敏度将明显下降,当方向平行时,缺陷可能不会显示出来
因此,要尽可能选择有利于发现缺陷的方向对工件进行磁化
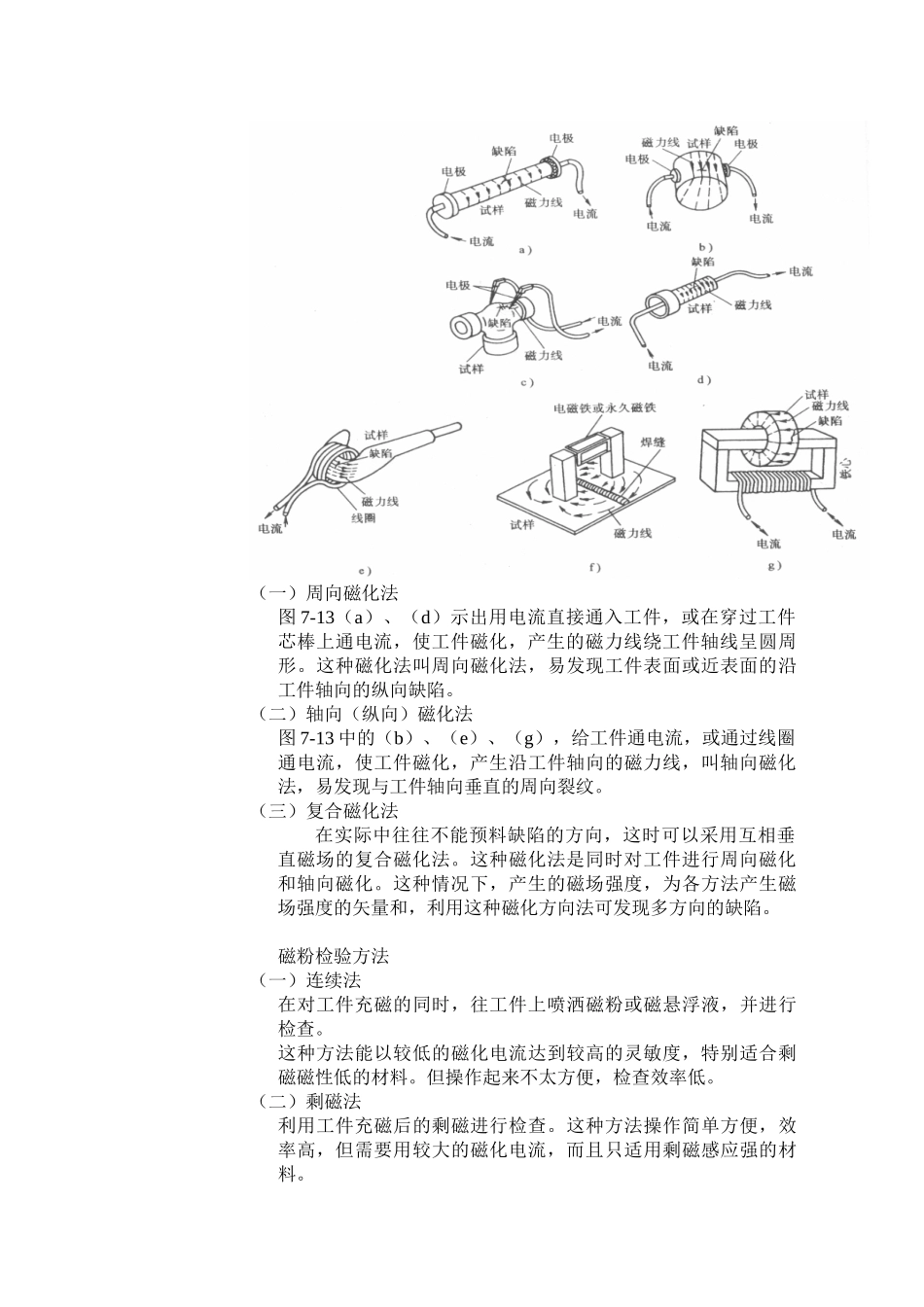
磁化方法一般分为周向磁化法、轴向(纵向)磁化法和复合磁化法
(一)周向磁化法图7-13(a)、(d)示出用电流直接通入工件,或在穿过工件芯棒上通电流,使工件磁