第1页共6页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共6页调整轴承配合公差提高电机装配质量陈斌1,张勉2(1.广州电机厂,广东广州510300;2.广州业余大学,广东广州510230)摘要:电机轴承的装配精度是影响电机装配质量的主要因素之一
通过评价轴承室和轴承档的原设计思想和分析实际加工情况,提出以修改端盖轴承室及转轴轴承档的尺寸公差来取得理想的径向游隙的设计思想
实践证明,该方法能提高轴承的装配精度,达到改善电机噪声的目的
关键词:公差;偏差;过盈配合;间隙配合中图分类号:TM302文献标识码:A随着市场经济的推进和发展,电机产品的市场竞争愈加激烈,竞争的焦点是产品的质量
从我国目前的情况来看,设计质量是保证产品质量的前提,因而设计质量已成为企业在竞争中立于不败之地的保障
量大面广的电工“基础件”Y系列(IP44)三相异步电动机的产品质量在很大程度上反映了电机设计的质量水平
本文试图从一个侧面,谈谈该产品的设计质量问题,探讨其解决方法
1存在问题在1996年Y系列(IP44)三相异步电动机全国统检中,受检企业247家,送检样机714台,仅噪音不合格的就有15家企业28台样机,振动不合格的有54家企业97台样机,分别占受检企业的6.3%和22.7%
造成电机噪音与振动过大的原因是多种多样的
如轴承的使用未经过筛选,生产工艺未能保证定、转子之间较高的同心度,电动机的轴向尺寸控制不好,转子校平衡工序中没严格把关等,其中,电动机端盖轴承室及转轴轴承档尺寸的加工是一项基础性的工序,它对电动机的装配精度尤为重要,加工尺寸不合理,将很难提高轴承的装配精度,进而造成电机的噪音异常和振动偏大
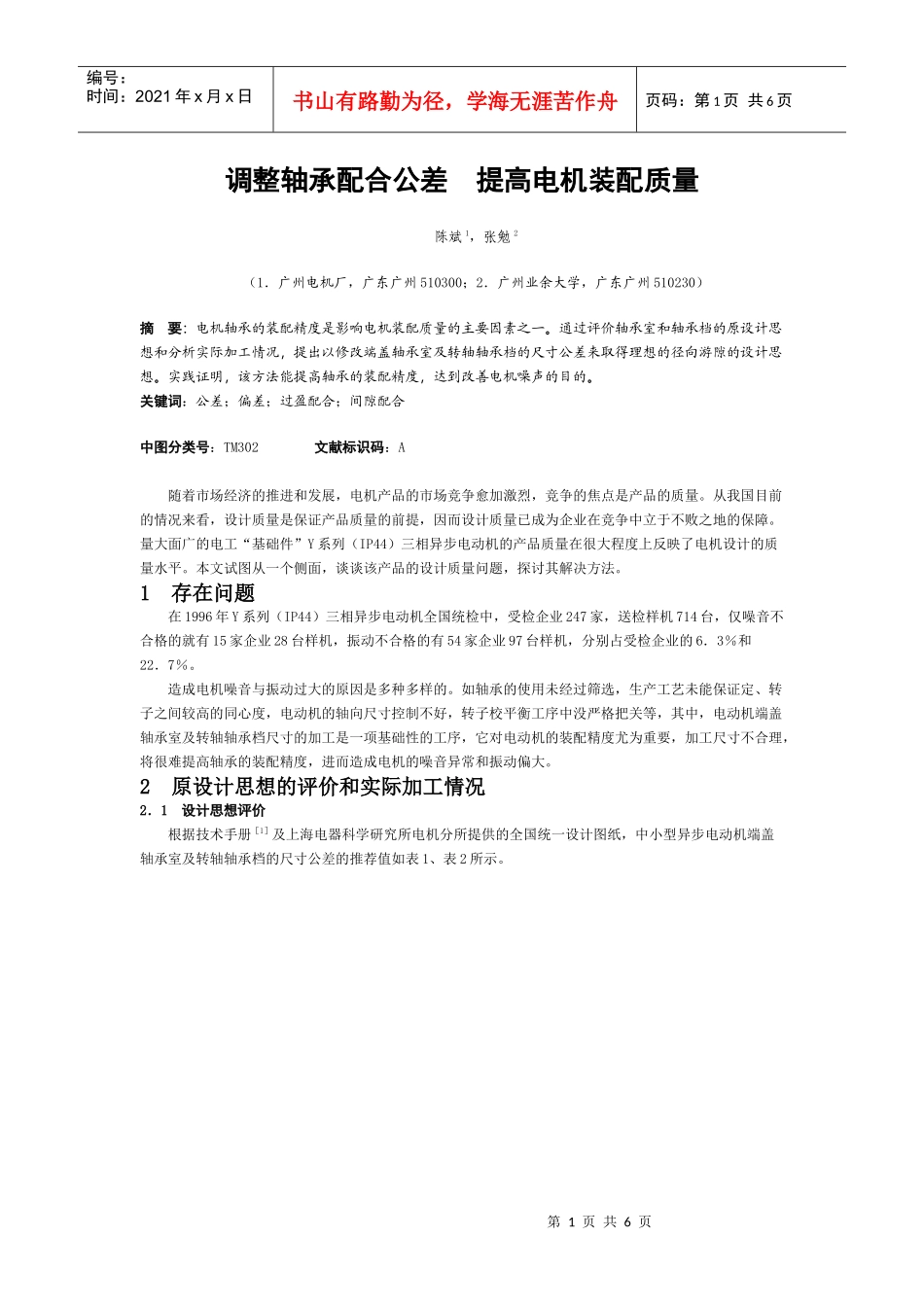
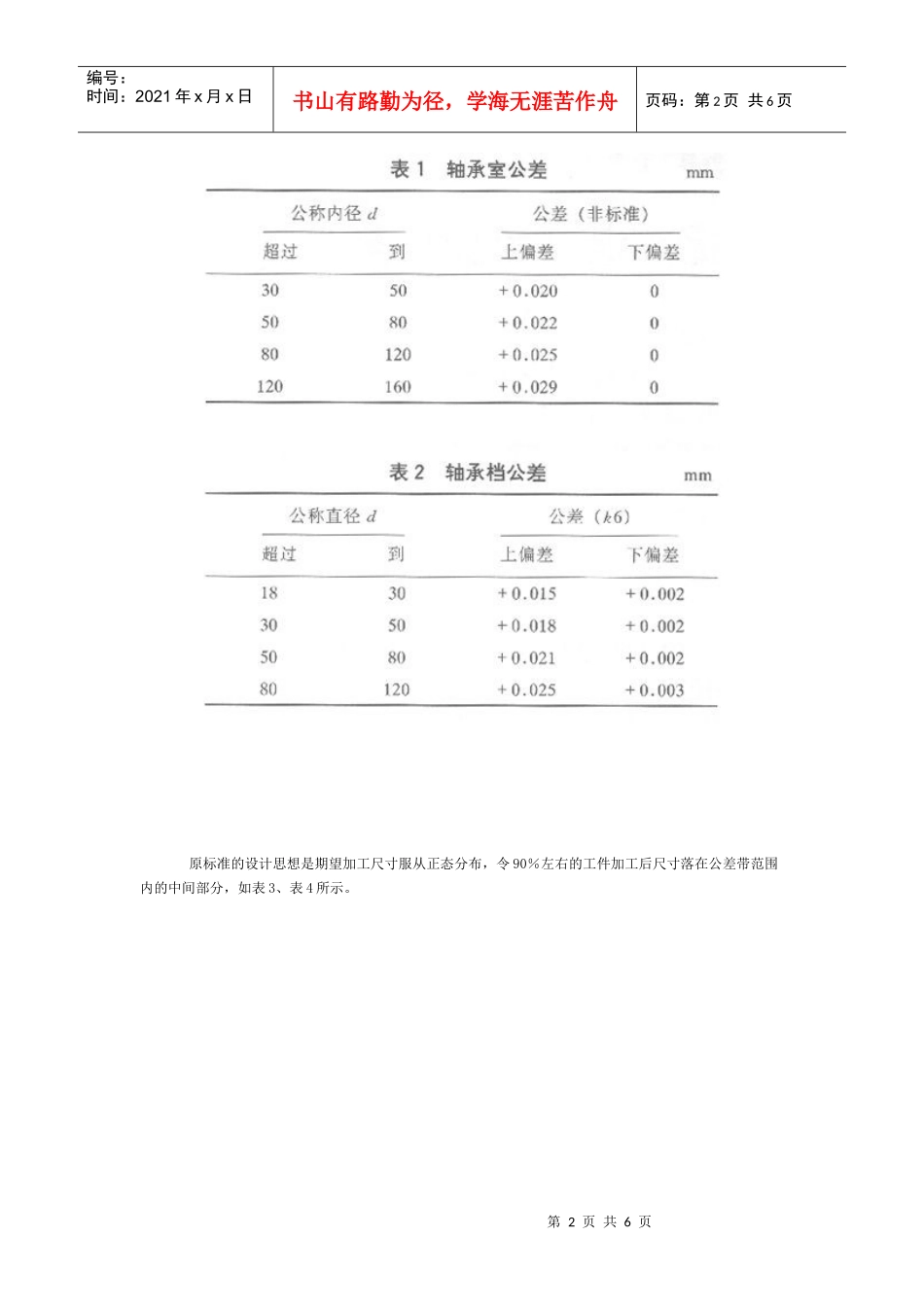
2原设计思想的评价和实际加工情况2.1设计思想评价根据技术手册[1]及上海电器科学研究所电机分所提供的全国统一设计图纸,中小型异步电动机端盖轴承室及转轴轴承档的尺寸公