智能机器人型钢加工系统研制在当今现代化船厂中,船用钢板的切割,已从手工切割、光电跟踪切割为主转为数控切割为主,近几年来数控切割技术得到迅速发展和广泛应用
国外船厂普遍采用模块原则和成组技术,广泛利用生产自动控制系统,采用先进工艺及装配手段,大大提高了生产率
我国造船业中,长期以来依靠操作人员的本身经验在型材上划线和切割,生产效率和划线切割的精度很低
船用型钢均为窄长型,在装卸、存储、搬运过程中极易产生变形
使用传统数控切割机和示教再现型机器人进行切割加工,对型钢变形量的控制及其严格,通常其允许的变形量为长度方向直线度±2mm/M,平面度±2mm/M[1-2]
离线编程控制机器人应用于船用型钢加工可以提高型钢加工自动化水平,节约投资
本文讨论的型钢、划线切割智能机器人系统,基于离线编程,不须示教,能自动检测每一个型钢的三维变形,并对二维平面内的变形进行实时补偿
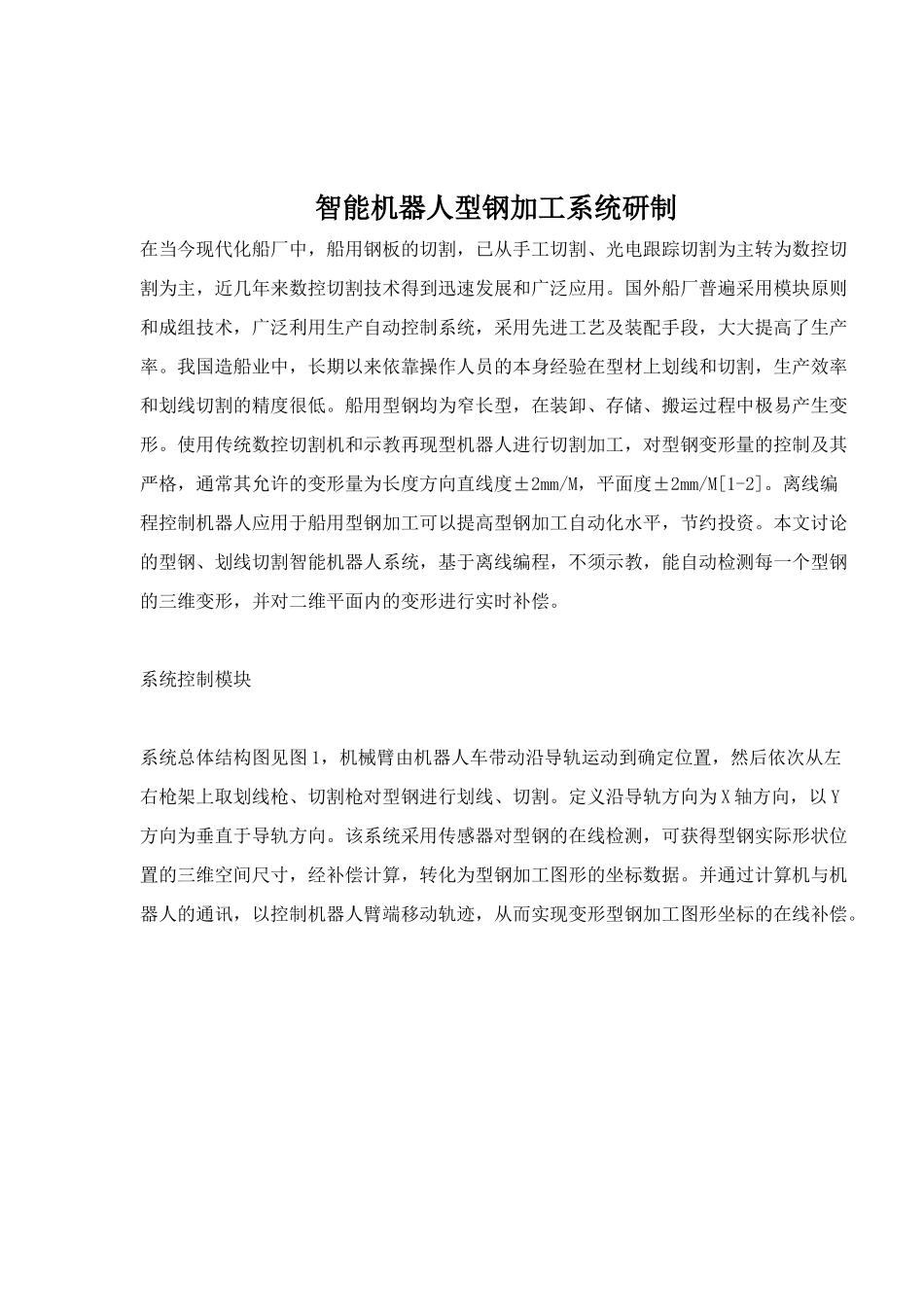
系统控制模块系统总体结构图见图1,机械臂由机器人车带动沿导轨运动到确定位置,然后依次从左右枪架上取划线枪、切割枪对型钢进行划线、切割
定义沿导轨方向为X轴方向,以Y方向为垂直于导轨方向
该系统采用传感器对型钢的在线检测,可获得型钢实际形状位置的三维空间尺寸,经补偿计算,转化为型钢加工图形的坐标数据
并通过计算机与机器人的通讯,以控制机器人臂端移动轨迹,从而实现变形型钢加工图形坐标的在线补偿
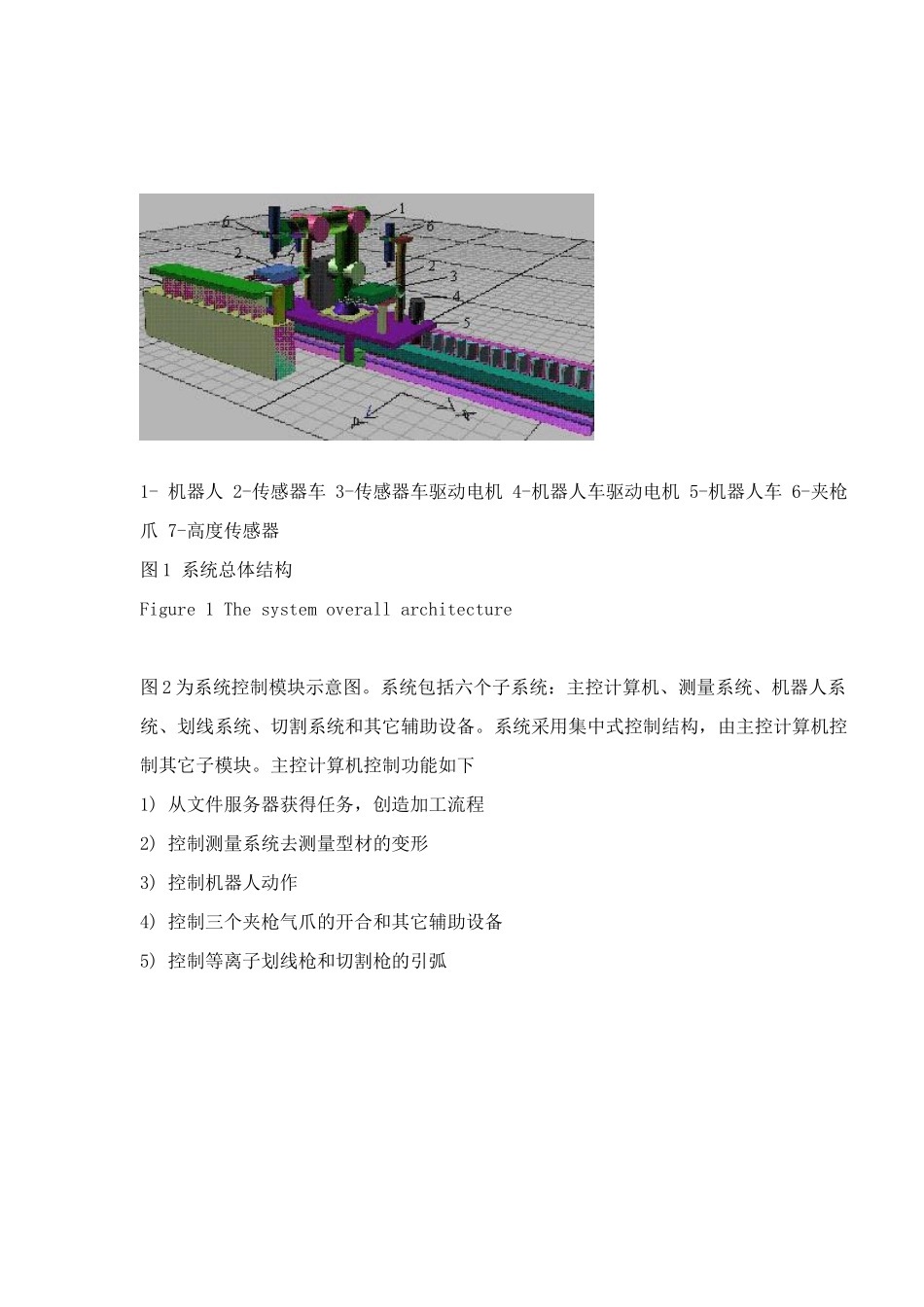
1-机器人2-传感器车3-传感器车驱动电机4-机器人车驱动电机5-机器人车6-夹枪爪7-高度传感器图1系统总体结构Figure1Thesystemoverallarchitecture图2为系统控制模块示意图
系统包括六个子系统:主控计算机、测量系统、机器人系统、划线系统、切割系统和其它辅助设备
系统采用集中式控制结构,由主控计算机控制其它子模块
主控计算机控制功能如下1)从文件服务器获得任务,创造加工流程2)控制测量系统去测量型材