锅炉安装胀接工艺有限公司年月锅炉安装胀接工艺1总则1
1是为了保证锅炉胀管的施工方法与要求的统一,以确保锅炉安装质量,特制定本工艺
2对于工作压力≤2
5MPa的锅炉胀管施工应采用外径控制法胀管工艺;对于热水锅炉及工作压力>2
5MPa的锅炉胀管施工应采用内径控制法胀管工艺
3对腐蚀、尺寸超差、设备本身先天性不足,不能达到本工艺要求的部分,应提出措施,并取得锅炉安全监察部门同意后施工
4胀管工作中应注意安全施工,并应特别注意照明(行灯采用安全电压)及通风等方面的安全技术工作
5引进的高参数胀接式锅炉胀管施工时,可结合制造厂安装指导书参照本工艺执行
2编写依据2
1《蒸汽锅炉安全技术监察规程》(劳部发[1996]276号)2
2《热水锅炉安全技术监察规程》(1997)2
3GB50273-1998《工业锅炉安装工程施工及验收规范》2
4GB50235-1997《工业管道工程施工及验收规范》2
5GB50236-1998《现场设备、工业管道焊接施工及验收规范》2
6GB50184-1993《工业金属管道工程质量验收评定标准》2
7JB/T9618-1999《工业锅炉胀接技术条件》3胀管专用工具的要求与检查3
1多年来国内各锅炉厂在供应锅炉时大都随带胀管器,各厂的胀管器大同小异,基本都属自进式串联翻边胀管器
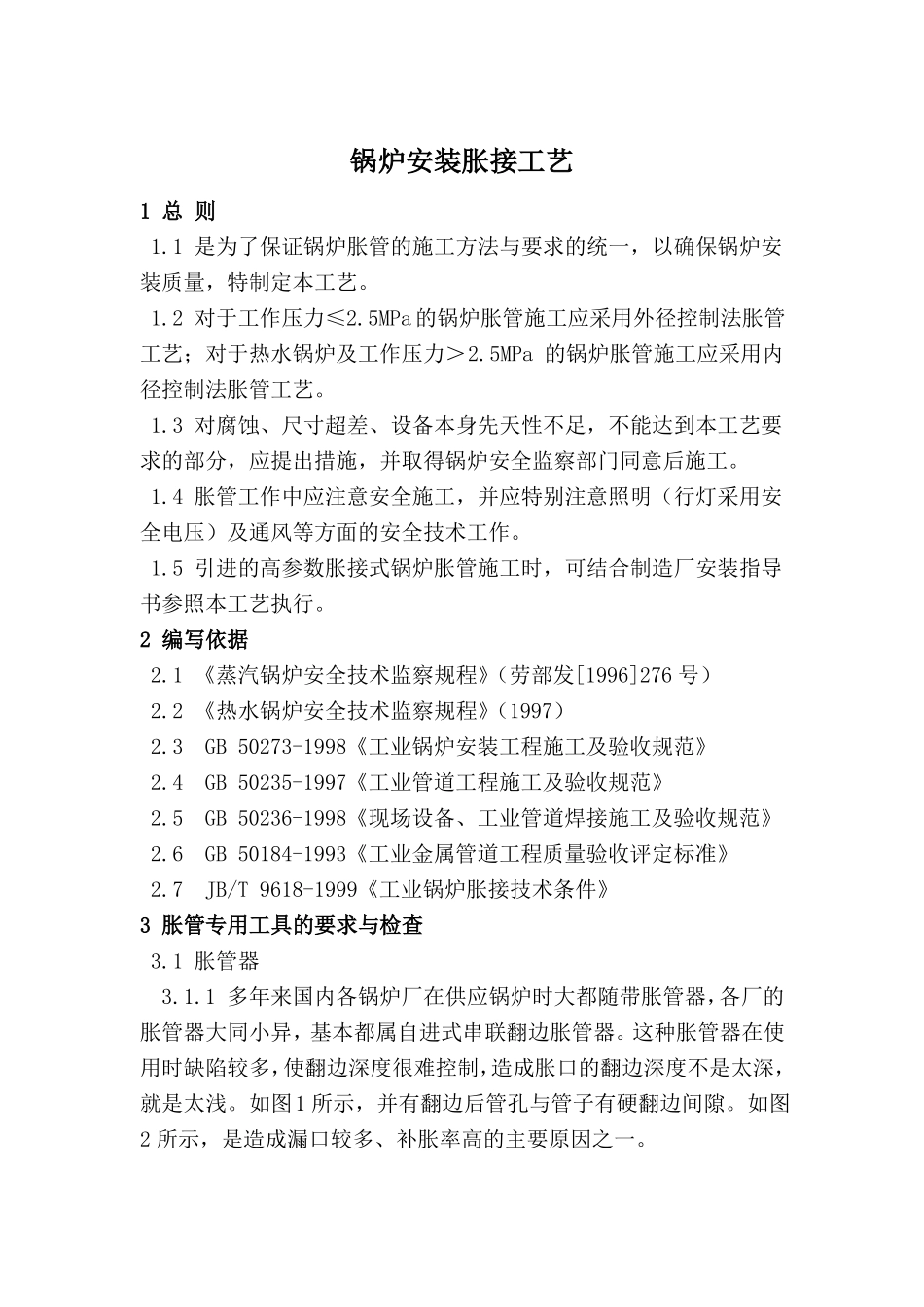
这种胀管器在使用时缺陷较多,使翻边深度很难控制,造成胀口的翻边深度不是太深,就是太浅
如图1所示,并有翻边后管孔与管子有硬翻边间隙
如图2所示,是造成漏口较多、补胀率高的主要原因之一
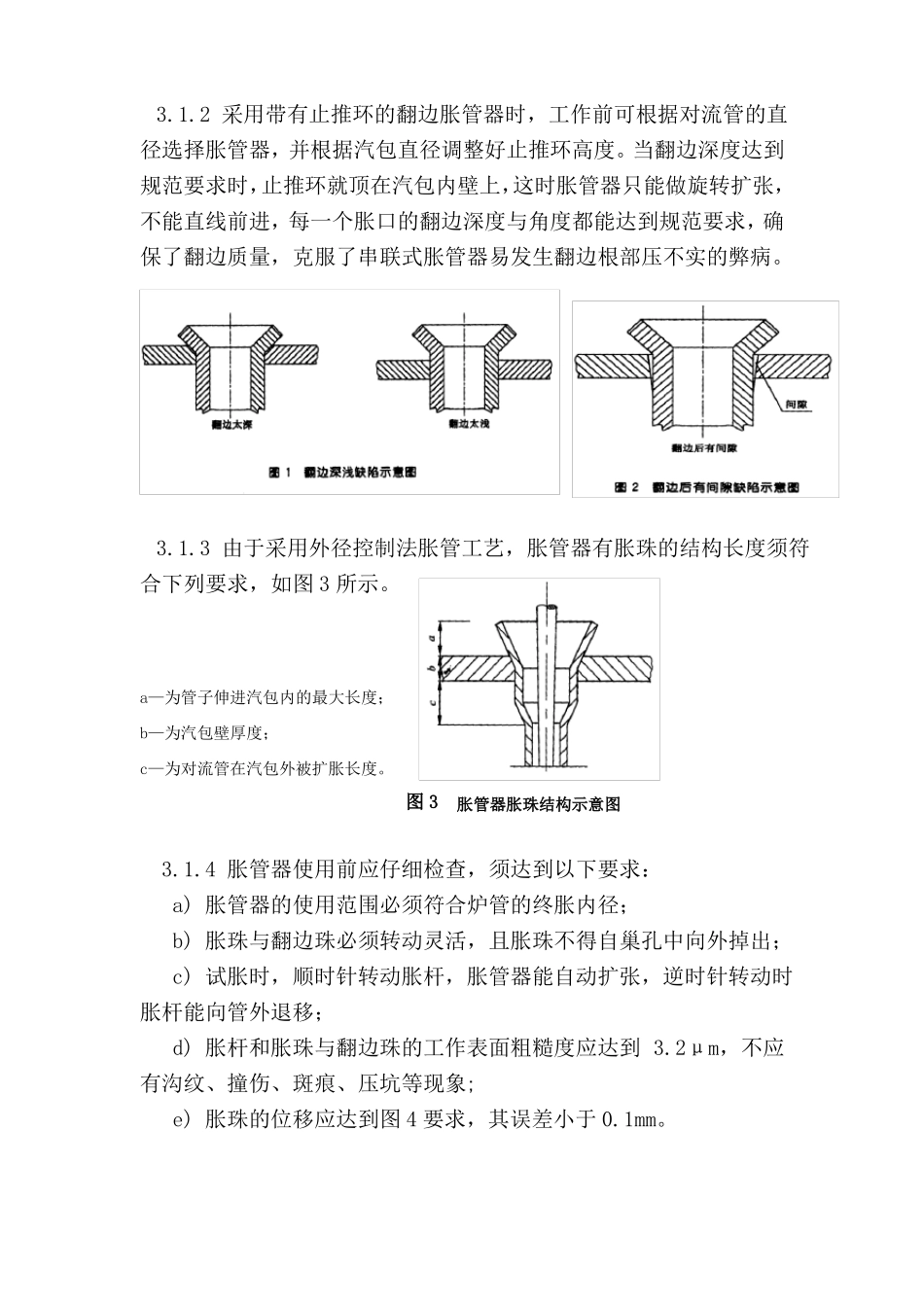
2采用带有止推环的翻边胀管器时,工作前可根据对流管的直径选择胀管器,并根据汽包直径调整好止推环高度
当翻边深度达到规范要求时,止推环就顶在汽包内壁上,这时胀管器只能做旋转扩张,不能直线前进,每一个胀口的翻边深度与角度都能达到规范要求,确保了翻边质量,克服了