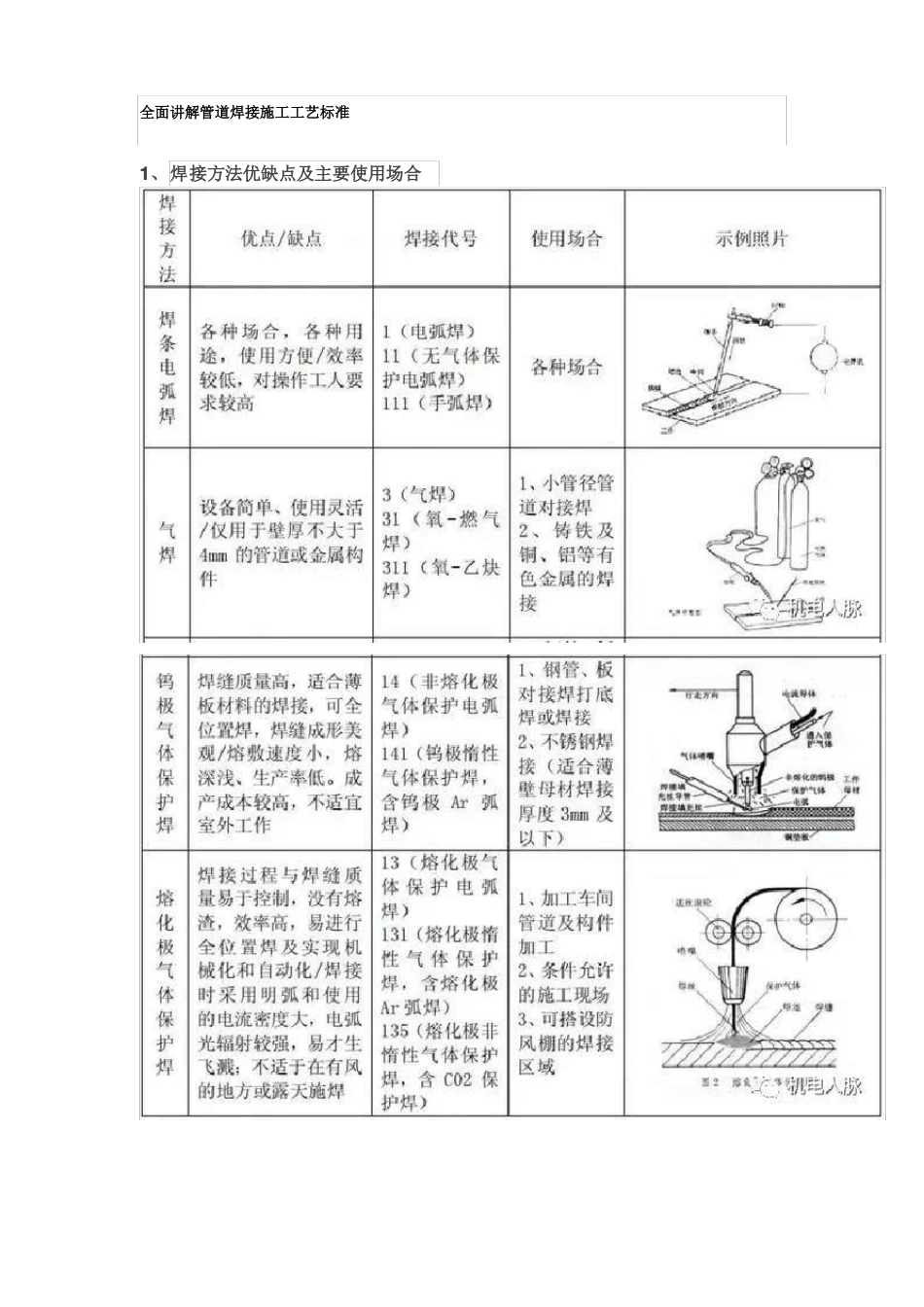
全面讲解管道焊接施工工艺标准1、焊接方法优缺点及主要使用场合2、焊接材料3、手工电弧焊及CO2气体保护焊3
1适用范围本焊接方法适用于无缝钢管及焊接钢管的焊接
2两种工艺的特点3
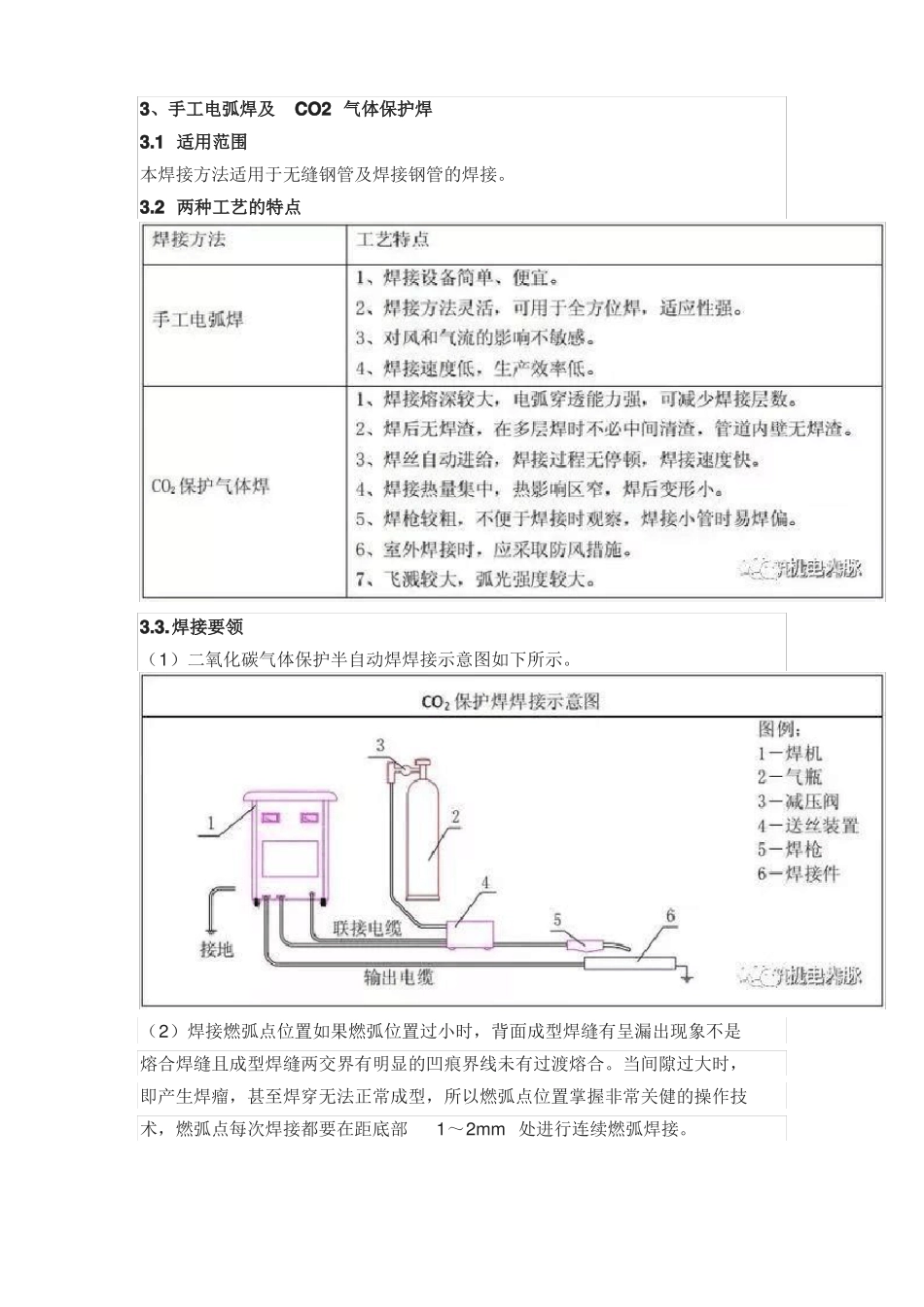
焊接要领(1)二氧化碳气体保护半自动焊焊接示意图如下所示
(2)焊接燃弧点位置如果燃弧位置过小时,背面成型焊缝有呈漏出现象不是熔合焊缝且成型焊缝两交界有明显的凹痕界线未有过渡熔合
当间隙过大时,即产生焊瘤,甚至焊穿无法正常成型,所以燃弧点位置掌握非常关健的操作技术,燃弧点每次焊接都要在距底部1~2mm处进行连续燃弧焊接
(3)用月牙形横向摆动手法,在两边坡口处稍作停留运条焊接,当装配间隙大于4mm时,可采用月牙形增大往后回复弧度摆动手法,使背面焊缝能正常成型,可视对背部面焊缝的技术要求而定
(4)根部击穿小孔在0
5~1mm范围内击穿小孔是确保背面焊透成型的重要方法,其根部击穿小孔,即可控制背面成型焊缝高度尺寸
(5)层焊缝接头方法:应在弧坑前2~3mm处引弧后焊至弧坑前方边界时即把焊枪向下压1~2mm使焊缝增加重力,背面焊缝接头处重新熔出接上,不会产生内凹或脱节现象,也可在弧坑上进斜削打磨,减薄弧坑也可接上
(6)当管道焊接环形密封接头时,应先在已焊弧坑处用砂轮打磨一个斜度,当焊接此斜度时焊枪向下压1~2mm即可接上背面成型焊缝无内凹和脱节现象
(7)为使焊接稳定,焊机选用NBK—350焊机和使用较轻巧的焊枪,操作灵活
(8)由于在坡口内焊接根部时,焊丝伸出长度会增加,此时焊枪导电与喷嘴内缩为0
5~1mm以便使焊接过程稳定
(9)若使用混合气体,Ar+CO2混合比80%∶20%焊接可使焊接电弧更稳定和飞溅明显减少,且颗粒细小
(10)由于采用短路过渡小电流低电压,规范焊接其焊机的外部接线必须牢固可靠尤其接工件回路线
(11)采用反极性接法:即“-”接工件,“+”接焊枪,否则极点压力增大