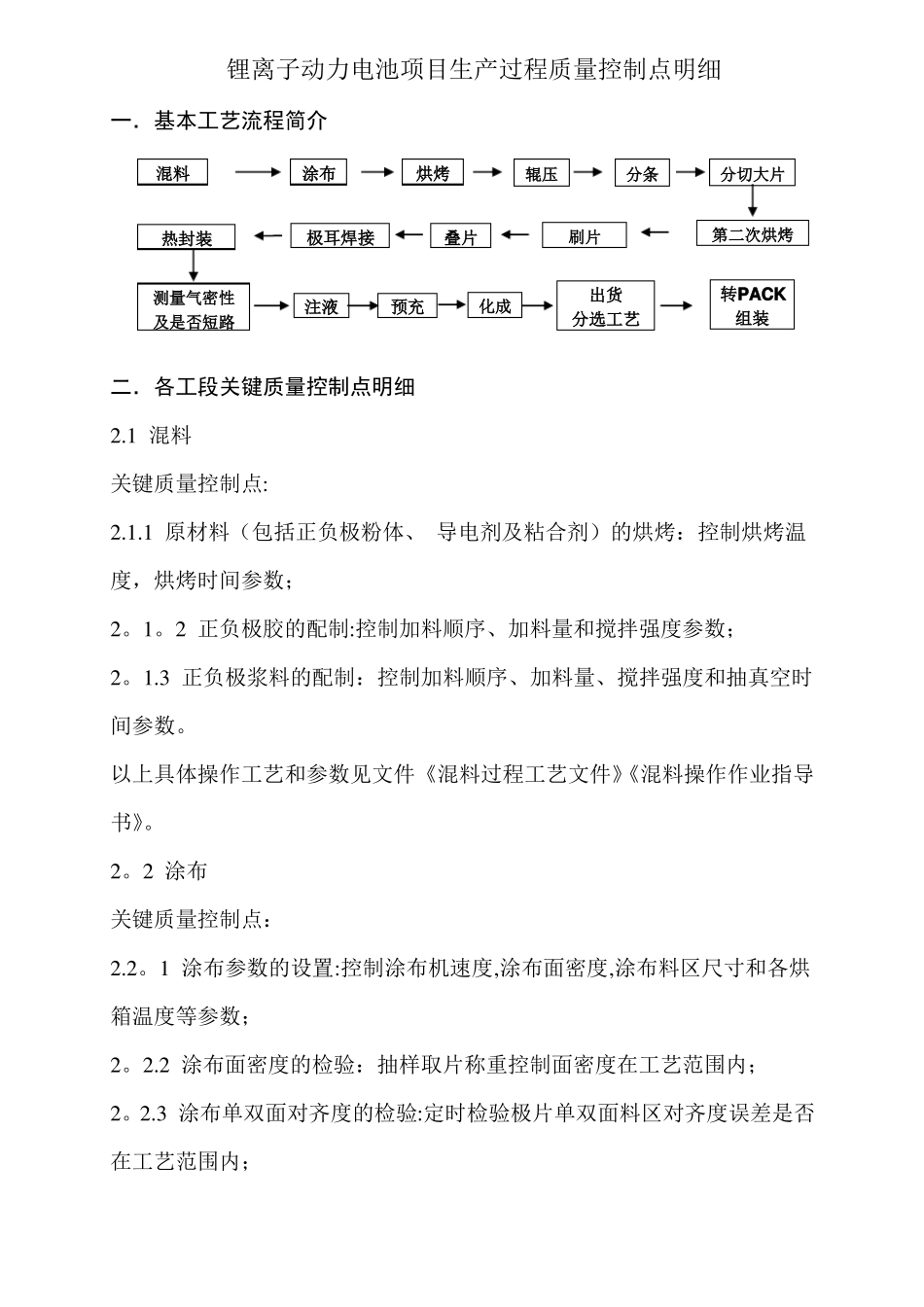
锂离子动力电池项目生产过程质量控制点明细一.基本工艺流程简介混料涂布烘烤辊压分条分切大片热封装测量气密性及是否短路极耳焊接叠片刷片第二次烘烤注液预充化成出货分选工艺转PACK组装二.各工段关键质量控制点明细2
1混料关键质量控制点:2
1原材料(包括正负极粉体、导电剂及粘合剂)的烘烤:控制烘烤温度,烘烤时间参数;2
2正负极胶的配制:控制加料顺序、加料量和搅拌强度参数;2
3正负极浆料的配制:控制加料顺序、加料量、搅拌强度和抽真空时间参数
以上具体操作工艺和参数见文件《混料过程工艺文件》《混料操作作业指导书》
2涂布关键质量控制点:2
1涂布参数的设置:控制涂布机速度,涂布面密度,涂布料区尺寸和各烘箱温度等参数;2
2涂布面密度的检验:抽样取片称重控制面密度在工艺范围内;2
3涂布单双面对齐度的检验:定时检验极片单双面料区对齐度误差是否在工艺范围内;2
4涂布极片外观质量的控制:通过定时观察涂布出极片是否有缺陷情况调整涂布机头参数
以上具体操作工艺和参数见文件《SPIM23300260(90AhOC)涂布工艺文件》,《涂布操作作业指导书》
3烘烤关键质量控制点:2
1连续烘烤机参数的设置:控制成卷极片烘烤速度,和各烘箱温度参数;2
2控制环境温湿度:温度20±5℃,相对湿度≤30%;以上具体操作工艺和参数见文件《SPIM23300260(90AhOC)制片工艺文件》,《制片操作作业指导书》
4辊压关键质量控制点:2
1辊压机参数的设置:控制辊压速度,气压和辊压机间隙等参数;2
2极片辊压后厚度的检验:抽样取片测厚控制辊压后极片厚度在工艺范围内;2
3辊压机的及时清理工作:定时对压辊表面进行清理以保障极片质量;2
4控制环境温湿度:温度20±5℃,相对湿度≤30%
以上具体操作工艺和参数见文件《SPIM23300