电极修磨和工艺纪律考核培训教材第一部分基础理论知识1
电阻焊的概念将被焊工件置于两电极之间加压,并在焊接处通以电流,利用电流流经工件接触面及其临近区域产生的电阻热将其加热到熔化或塑性状态,使之达到金属结合而形成牢固接头的工艺过程
点焊:焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法
凸焊:在一焊件的贴合面上预先加工出一个或多个突起点,使其与另一焊件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法
电阻焊的分类电阻焊对接闪光对接点焊:主要用于板材的连接,并承受一定的应力
凸焊的用途:低碳钢和低合金钢的板件、螺帽、螺钉的连接,并承受一定的应力
搭接单面点焊点焊凸焊双面点焊缝焊电阻对接3
点焊/凸焊的用途4
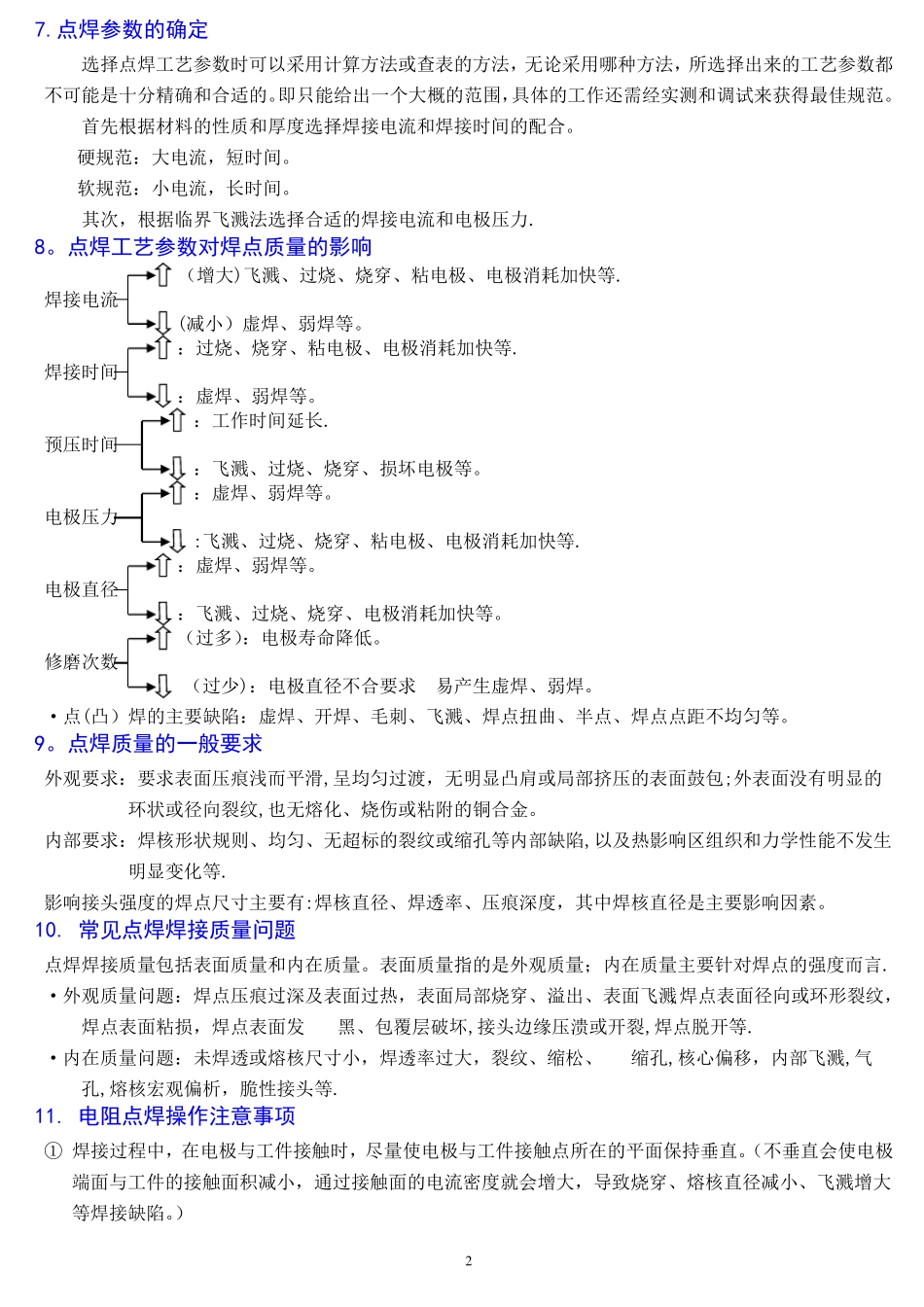
点(凸)焊的原理主要利用在通电过程中电阻产生的热量熔化母材金属,其公式:Q=IRt
R总—-焊接区总电阻Rew——电极与焊件之间接触电阻Rw--焊件内部电阻Rc--焊件之间接触电阻点焊原理示意图电阻点焊焊点剖断面示意图25
点(凸)焊的基本循环过程及作用一个完成的点焊形成过程包括预压程序,焊接程序,维持程序,休止程序
在预压阶段没有电流通过,只对母材金属施加压力
在焊接程序和维持程序中,压力处于一定的数值下,通过电流,产生热量熔化母材金属,从而形成熔核
在休止程序中,停止通电,压力也在逐渐减小
预压的作用:在电极的压力的作用下清除一部分接触表面的油污和氧化膜,形成物理接触点
为以后焊接电流的顺利通过及表面原子的键合作好准备
焊接、维持的作用:其作用是在热和机械(力)的作用下形成塑性环、熔核,并随着通电加热的进行而长大,直到获得需要的熔核尺寸
休止的作用:其作用是是液态金属(熔核)在压力作用下更好的冷却结晶
点焊的主要工艺参数:焊接电流,焊接压力,电极端面直径,焊接时间
焊接电流和焊接时间是通过控制箱进行控制的,可以