第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页第三章金属连接及切割工艺3
1焊接工艺焊接是“通过将材料加热到焊接温度、加压或不加压,或仅通过加压,使用或不使用填充材料而将金属或非金属在局部接合的过程”,接合即“连接在一起”
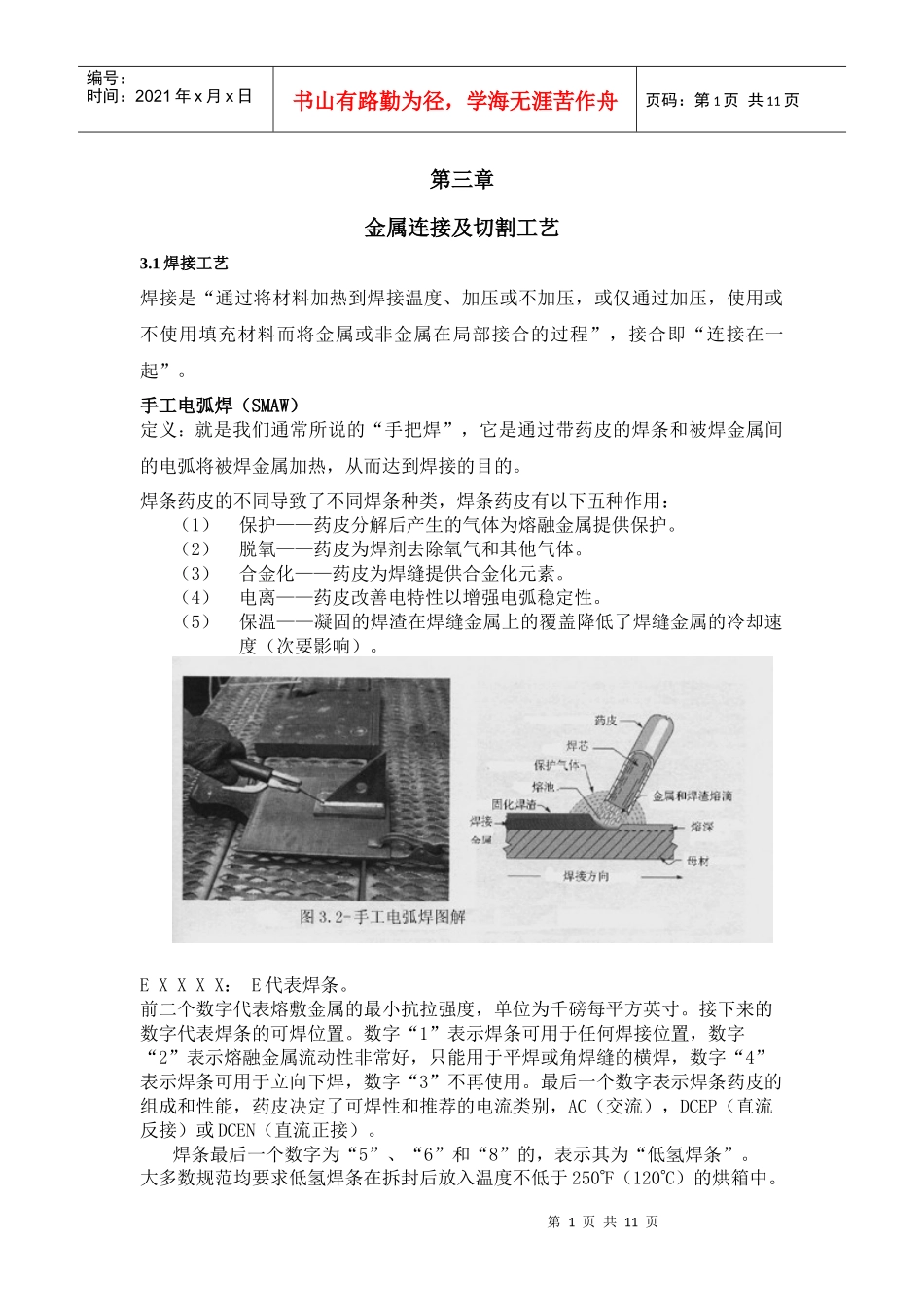
手工电弧焊(SMAW)定义:就是我们通常所说的“手把焊”,它是通过带药皮的焊条和被焊金属间的电弧将被焊金属加热,从而达到焊接的目的
焊条药皮的不同导致了不同焊条种类,焊条药皮有以下五种作用:(1)保护——药皮分解后产生的气体为熔融金属提供保护
(2)脱氧——药皮为焊剂去除氧气和其他气体
(3)合金化——药皮为焊缝提供合金化元素
(4)电离——药皮改善电特性以增强电弧稳定性
(5)保温——凝固的焊渣在焊缝金属上的覆盖降低了焊缝金属的冷却速度(次要影响)
EXXXX:E代表焊条
前二个数字代表熔敷金属的最小抗拉强度,单位为千磅每平方英寸
接下来的数字代表焊条的可焊位置
数字“1”表示焊条可用于任何焊接位置,数字“2”表示熔融金属流动性非常好,只能用于平焊或角焊缝的横焊,数字“4”表示焊条可用于立向下焊,数字“3”不再使用
最后一个数字表示焊条药皮的组成和性能,药皮决定了可焊性和推荐的电流类别,AC(交流),DCEP(直流反接)或DCEN(直流正接)
焊条最后一个数字为“5”、“6”和“8”的,表示其为“低氢焊条”
大多数规范均要求低氢焊条在拆封后放入温度不低于250F(120C)的烘箱中
第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页手工电弧焊优缺点:优点:第一,设备简单而便宜,这就使得手工电弧焊很轻便
第二,携带方便
第三,焊接工艺被认为是万能的
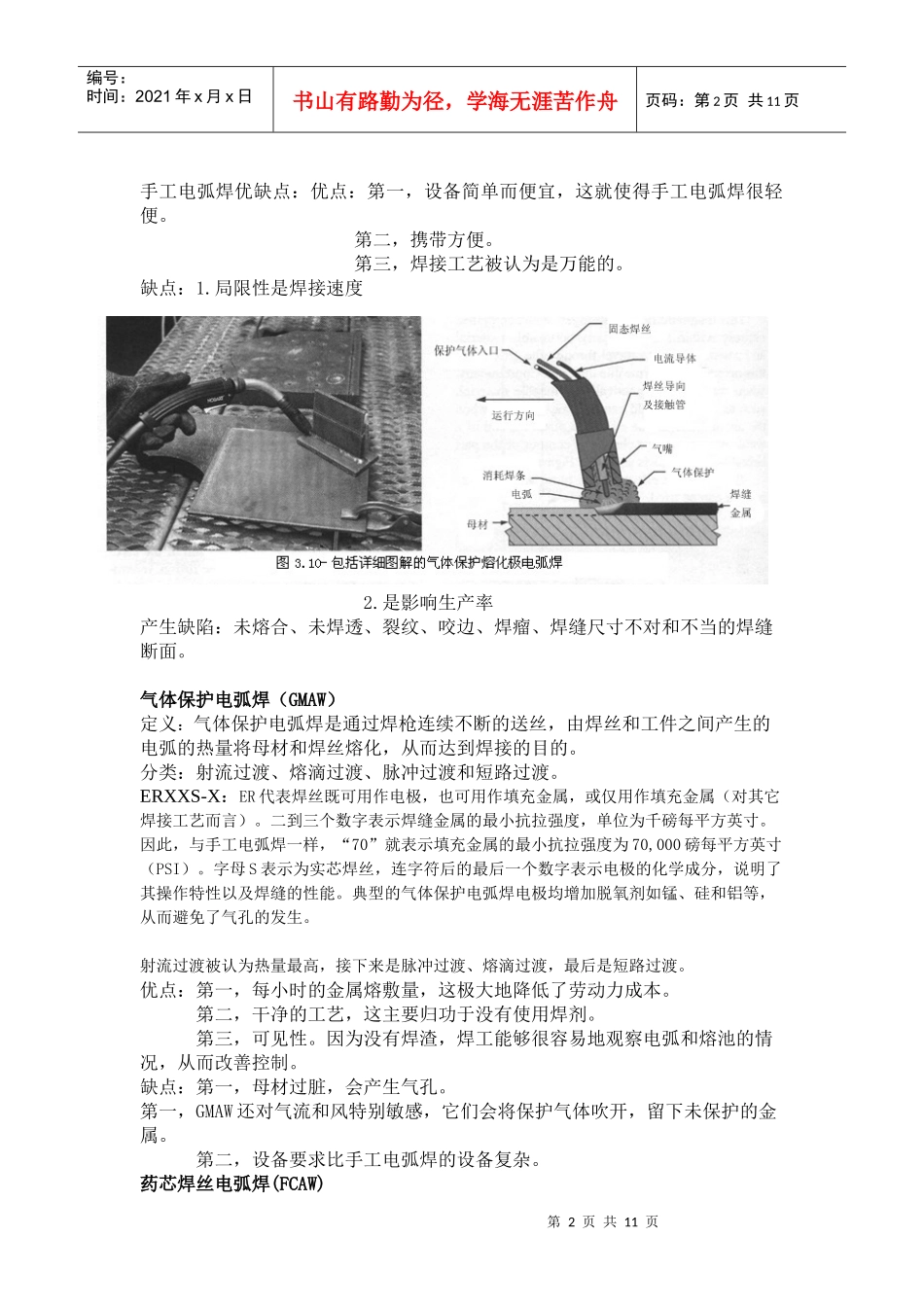
局限性是焊接速度2
是影响生产率产生缺陷:未熔合、未焊透、裂纹、咬边、焊瘤、焊缝尺寸不对