第1页共9页问题的发生/发现现状分析找出问题的真因拟定改善方案实施改善方案改善效果确认标准化编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共9页IE方法实战泰勒:偏重作业测定WORKMEASUREMENT-------WM搬用工铲煤制定工作标准,奖励、指导吉尔布雷斯:偏重方法改善---------砌墙方法的改善:单手变双手,设置合适高度放置砖块的架子,效率提高三倍基础的IE方法包括1
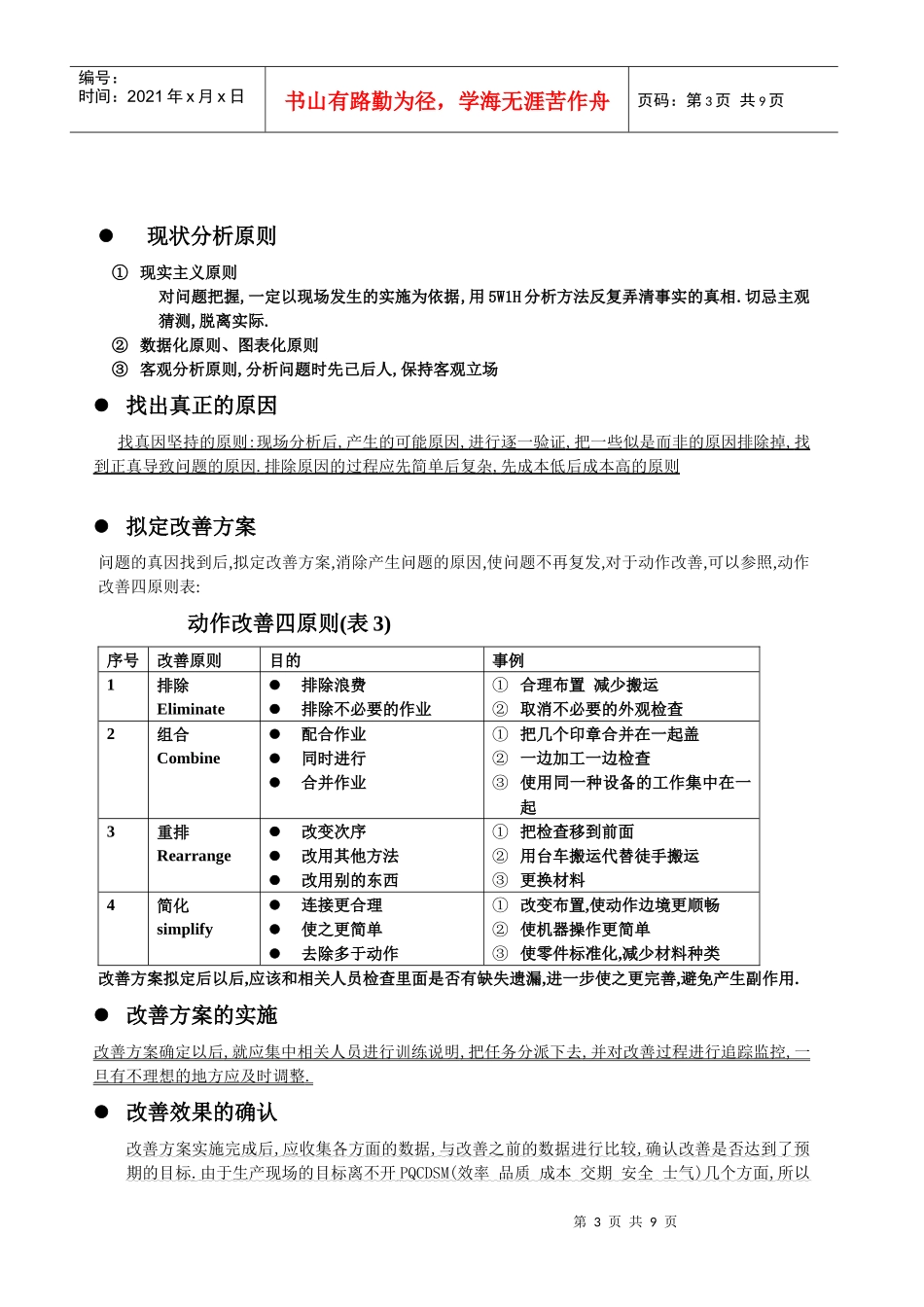
搬运和布置(一)、动作分析动作改善4原则排除(eliminate)组合(combine)重排(rearrange)简化(simplify)生产活动:人用设备或仪器对产品加工操作人的动作有快、有慢,人的动作直接影响效率
所以要进行动作分析人的动作组合不合理表现:停滞无效动作次序不合理不均衡(太忙或者太清闲)浪费动作分析就是对作业动作进行细致的分解研究,消除上述不合理现象,,使动作更合理,更简化,从而提升生产效率的方法
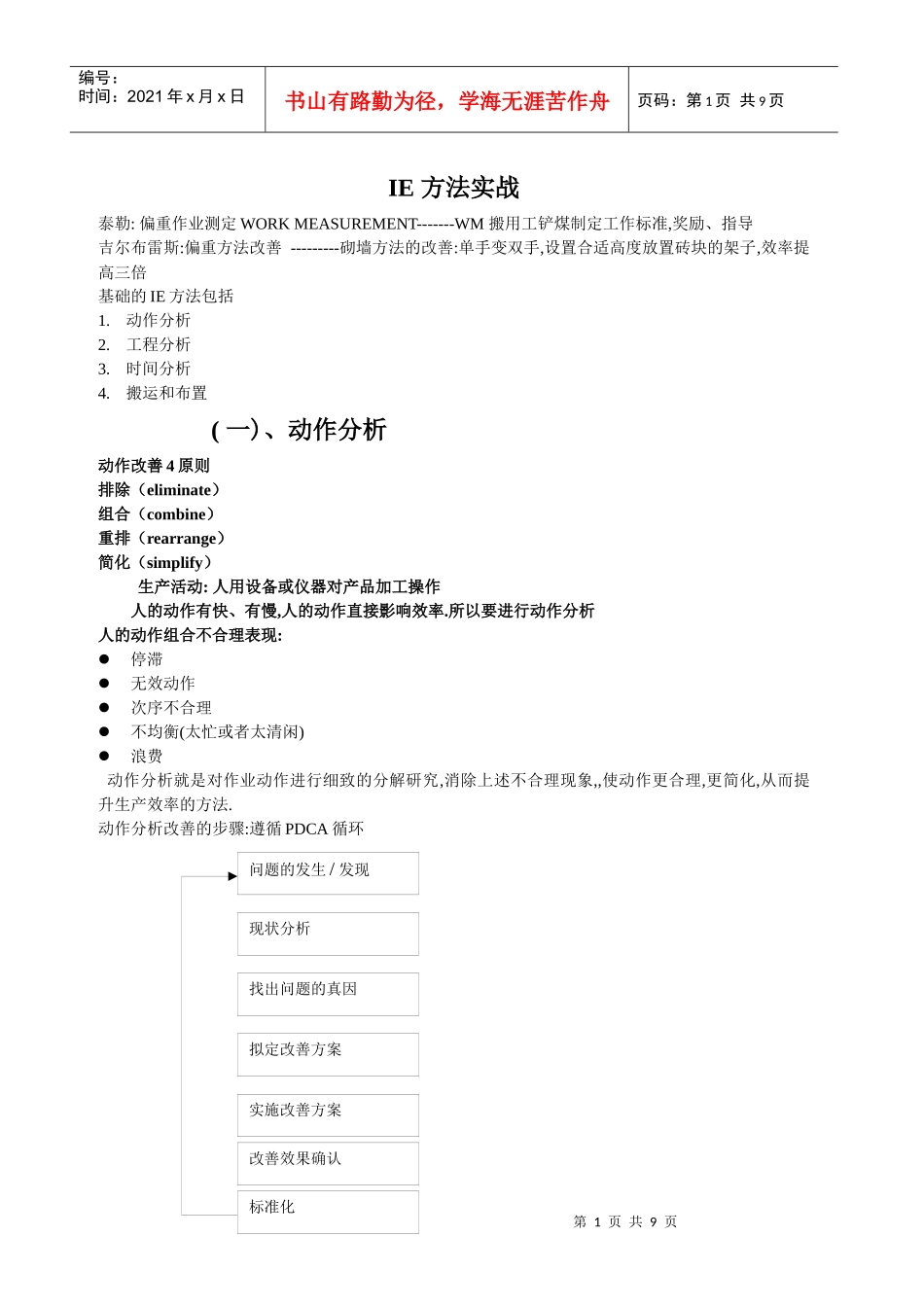
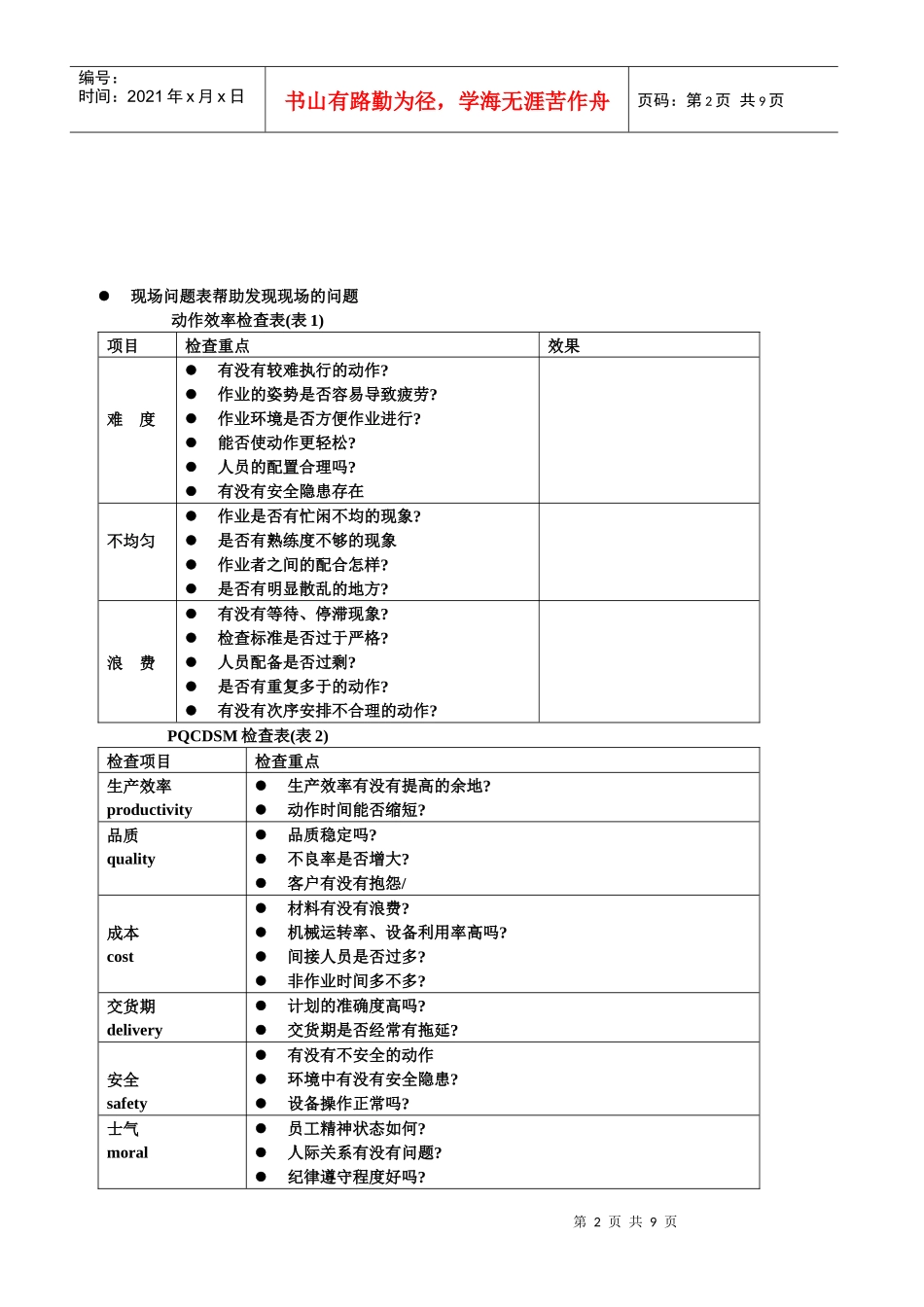
动作分析改善的步骤:遵循PDCA循环第2页共9页第1页共9页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共9页现场问题表帮助发现现场的问题动作效率检查表(表1)项目检查重点效果难度有没有较难执行的动作
作业的姿势是否容易导致疲劳
作业环境是否方便作业进行
能否使动作更轻松
人员的配置合理吗
有没有安全隐患存在不均匀作业是否有忙闲不均的现象
是否有熟练度不够的现象作业者之间的配合怎样
是否有明显散乱的地方
浪费有没有等待、停滞现象
检查标准是否过于严格
人员配备是否过剩
是否有重复多于的动作
有没有次序安排不合理的动作
PQCDSM检查表(表2)检查项目检查重点生产效率productivity生产效率有没有提高的余地
动作时间能否缩短
品质quali