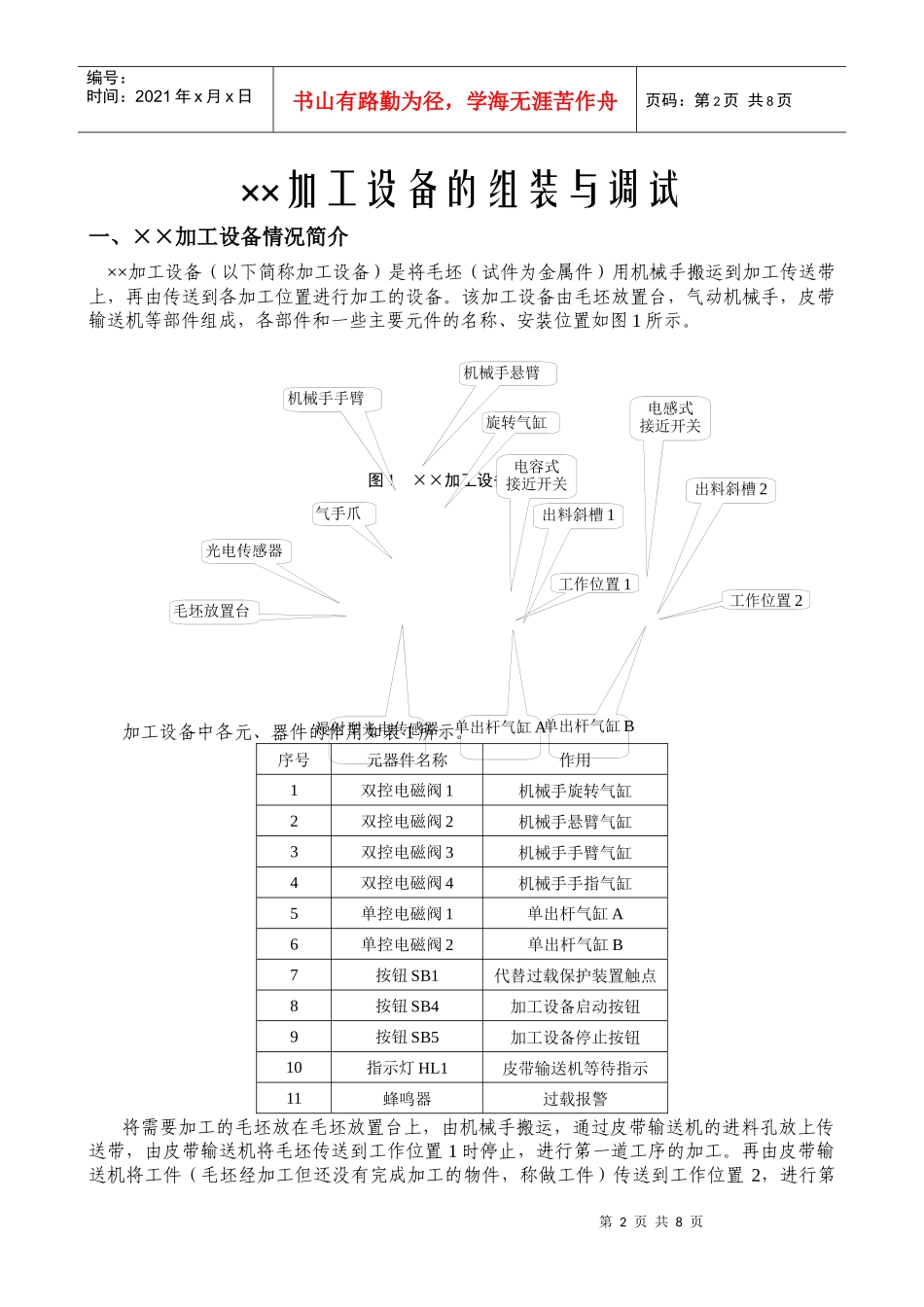
第1页共8页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共8页更多企业学院:《中小企业管理全能版》183套讲座+89700份资料《总经理、高层管理》49套讲座+16388份资料《中层管理学院》46套讲座+6020份资料《国学智慧、易经》46套讲座《人力资源学院》56套讲座+27123份资料《各阶段员工培训学院》77套讲座+324份资料《员工管理企业学院》67套讲座+8720份资料《工厂生产管理学院》52套讲座+13920份资料《财务管理学院》53套讲座+17945份资料《销售经理学院》56套讲座+14350份资料《销售人员培训学院》72套讲座+4879份资料图1××加工设备示意图第2页共8页第1页共8页光电传感器毛坯放置台气手爪机械手手臂机械手悬臂旋转气缸漫射型光电传感器电容式接近开关电感式接近开关单出杆气缸B单出杆气缸A出料斜槽1出料斜槽2工作位置1工作位置2编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共8页××加工设备的组装与调试一、××加工设备情况简介××加工设备(以下简称加工设备)是将毛坯(试件为金属件)用机械手搬运到加工传送带上,再由传送到各加工位置进行加工的设备
该加工设备由毛坯放置台,气动机械手,皮带输送机等部件组成,各部件和一些主要元件的名称、安装位置如图1所示
加工设备中各元、器件的作用如表1所示
序号元器件名称作用1双控电磁阀1机械手旋转气缸2双控电磁阀2机械手悬臂气缸3双控电磁阀3机械手手臂气缸4双控电磁阀4机械手手指气缸5单控电磁阀1单出杆气缸A6单控电磁阀2单出杆气缸B7按钮SB1代替过载保护装置触点8按钮SB4加工设备启动按钮9按钮SB5加工设备停止按钮10指示灯HL1皮带输送机等待指示11蜂鸣器过载报警将需要加工的毛坯放在毛坯放置台上,由机械手搬运,通过皮带输送机的进料孔放上传送带,由皮