双工位机器人切割工作站技术方案成都焊研威达自动焊接设备有限司2009-4目录一.系统方案介绍‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥1
1方案设计依据及准则‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥1
2切割对象及要求‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥1
3方案慨述‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥二.工艺分析‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥三.系统设备配置‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥四.主要设备技术参数及特点说明‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥4
1机器人系统M-710IC/20L‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥4
2切割系统及控制说明‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥4
3程控系统‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥五.安全说明‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥六.基础制作‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥七.验收‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥7
1预验收‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥7
2终验收‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥八.人员培训‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥九.质量保证及售后服务‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥10.随机资料‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥11.占地面积‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥12.业绩‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥双工位机器人切割工作站技术方案一.系统方案介绍1
1方案设计依据及准则:(1)业主提供的工程图纸和相关焊接要求
(2)以产品的工艺分析和工艺流程的合理性为基础,力求高柔性、高性价比、高可靠性
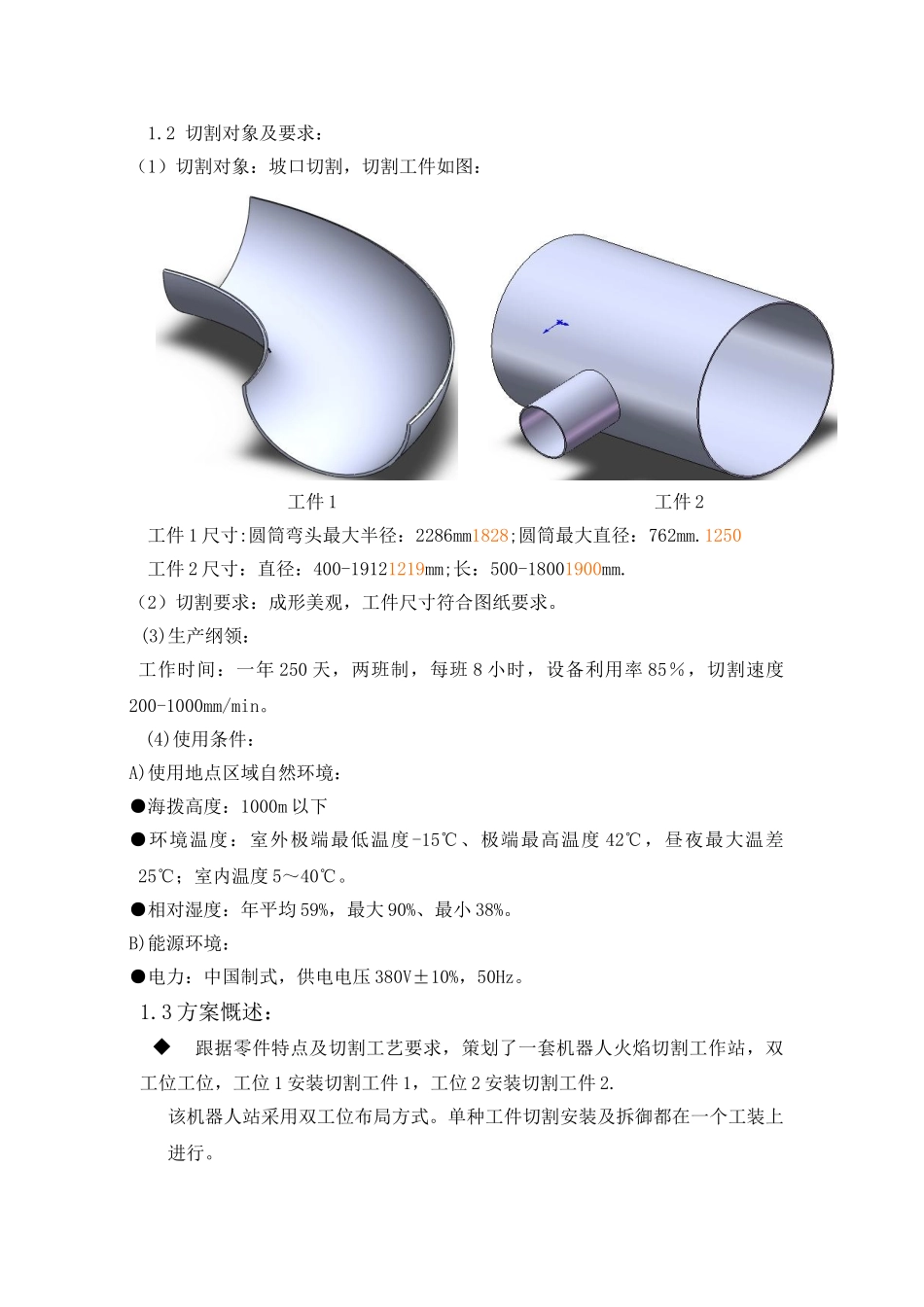
2切割对象及要求:(1)切割对象:坡口切割,切割工件如图:工件1工件2工件1尺寸:圆筒弯头最大半径:2286mm1828;圆