第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共7页基于TOC理论的OEE的应用1引言半导体制造投资巨大,尤其是设备成本极其昂贵,因此,有效利用设备一直是企业关注的焦点
由于OEE(整体设备效率)考虑了设备所有的运行情况,计算方便准确,且更加适合柔性生产设备,弥补了传统计算效率方法的不足,因而得到了广泛的应用
但由于OEE针对的是单台设备,缺乏系统性,因此本文引入TOC理论,在对OEE与TOC进行简要介绍的基础上,提出一基于TOC理论的OEE应用模型,将定性与定量相结合,以期弥补OEE的不足,提高其应用的效率
2OEE简介2
1OEE概念及计算OEE计量设备及其规定能力制造好零件的时间百分率,是全面生产维护的一部分,衡量着整个制造过程的绩效
OEE由三个基本元素构成:用效率(AE)、性能效率(PE)、合格品率(RQ)
OEE计算模型如下2
2OEE的分类2
1中介绍的是标准OEE的计算
另外,根据计算与分析的需要,OEE又可分为:产品OEE、需求OEE及群设备OEE
(1)产品OEE(OEEp)是在产品可获得情况下,对设备效率衡量的一种方法,它是在标准OEE中去除设备可运行但缺料加工的情况
其计算如下第2页共7页第1页共7页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共7页(2)需求OEE(OEEd)是衡量与产品计划有关的设备效率
计算需要有工厂产能模型,以标识设备计划闲置时间或计划无WIP时间
OEEd从设备开动时间内去除了计划闲置时间,其计算公式如下(3)群设备OEE目前SEMI(国际半导体设备与材料组织)还未对其明确定义,对其本身衡量指标尚待进一步研究
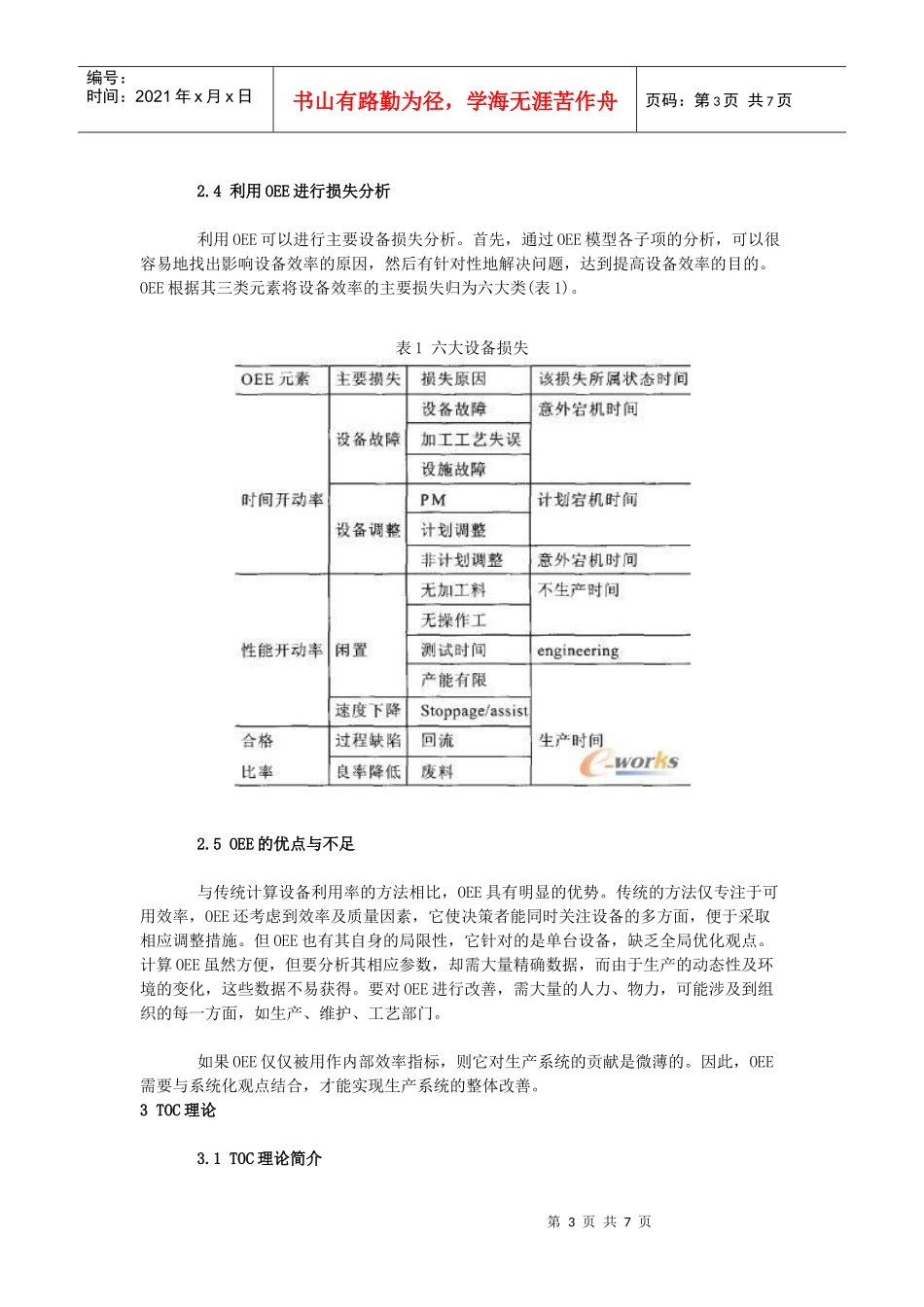
3OEE实质OEE实质就是生产周期内理论加工时间和负荷时间的百分比,它可以从标准OEE的计算公式中推导出来即实际产量与负荷时间内理论产量的比值