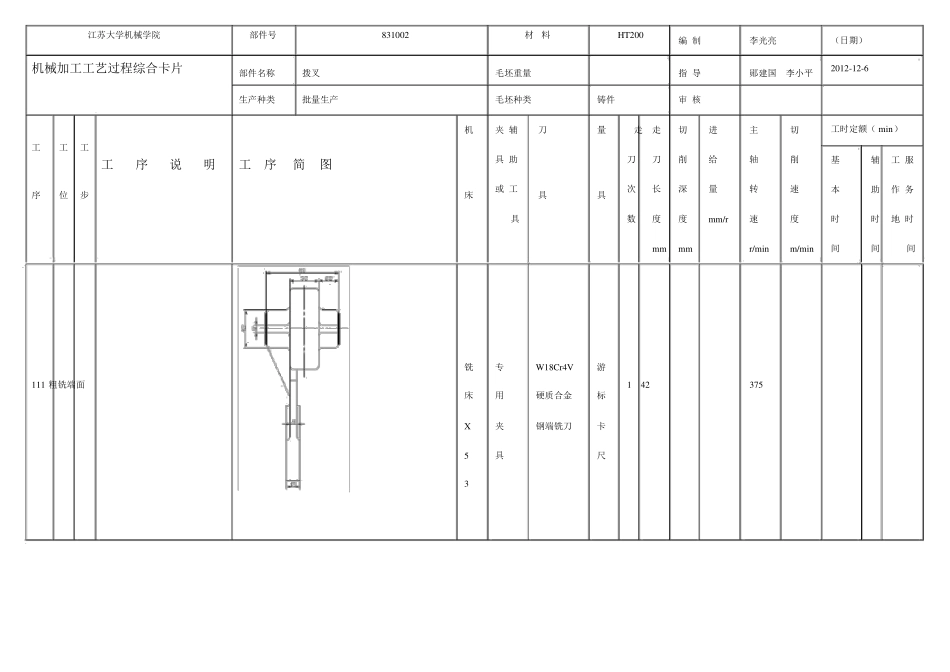
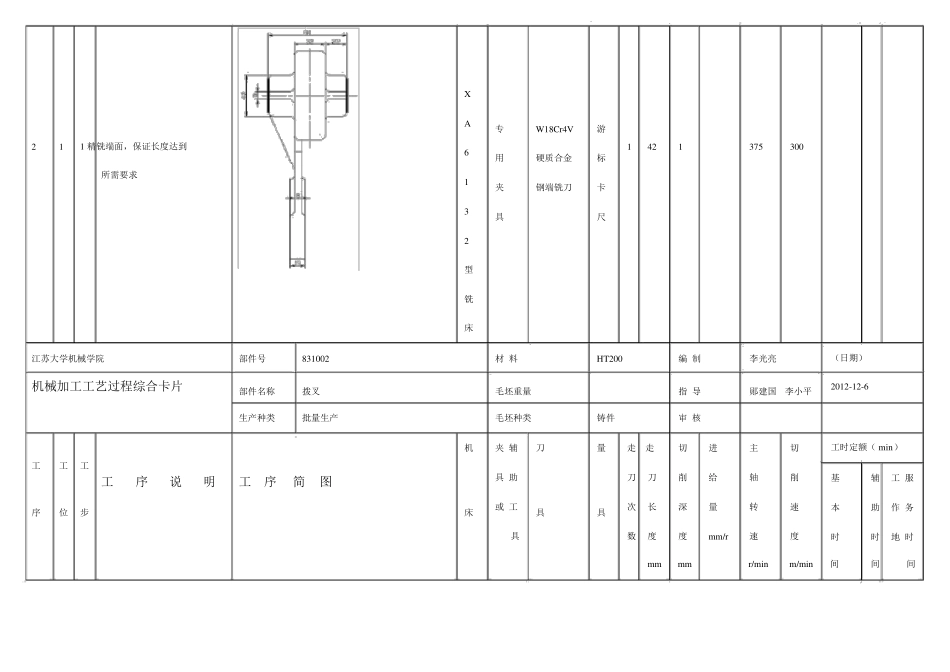
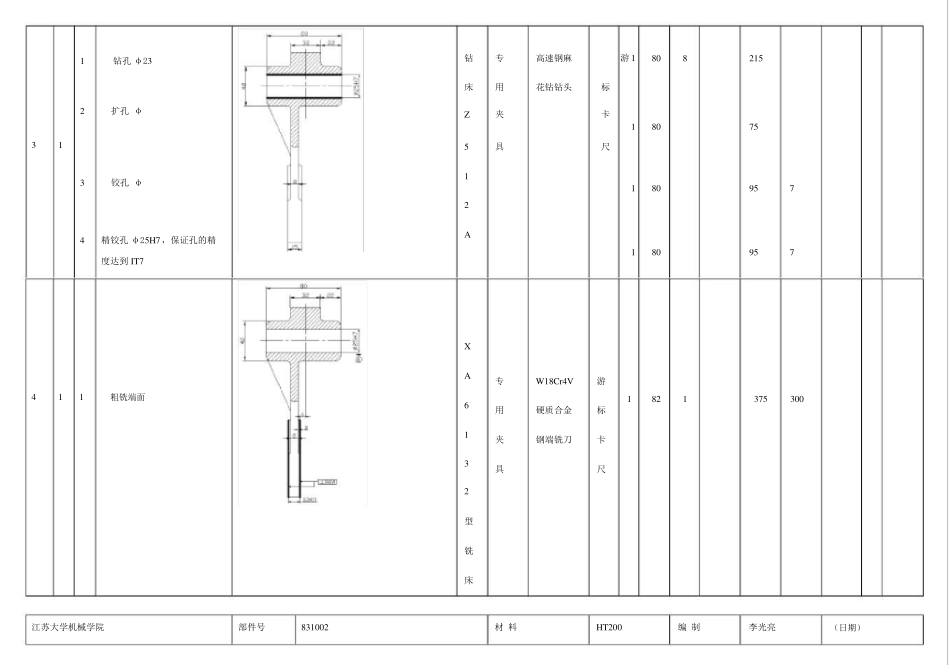
江苏大学机械学院部件号831002材料HT200编制李光亮(日期)机械加工工艺过程综合卡片部件名称生产种类拨叉批量生产机毛坯重量毛坯种类夹辅具助指导审核切郧建国李小平2012-12-6铸件刀量走走进主切削工时定额(min)工工工工位步序说明工序简图床刀刀削给轴基本时辅工服助作务时地时间间序或工具具次长深量转速具数度mm度mmmm/r速r/min度m/min间铣111粗铣端面床X53专W18Cr4V硬质合金钢端铣刀游142标卡尺375用夹具XA6专W18Cr4V游标211精铣端面,保证长度达到1421375300用硬质合金钢端铣刀所需要求13夹具卡尺2型铣床831002江苏大学机械学院部件号材料HT200编制李光亮(日期)机械加工工艺过程综合卡片部件名称生产种类拨叉批量生产机毛坯重量毛坯种类夹辅具助指导审核切郧建国李小平2012-12-6铸件刀量走走进主切削工时定额(min)工工工工位步序说明工序简图床刀刀削给轴基辅工服助作务时地时间间序或工具具次长深量转速本具数度mm度mmmm/r速r/min度时m/min间1钻孔φ23钻床专用夹高速钢麻花钻钻头标卡游180808082152扩孔φZ1尺753151具3铰孔φ19572A4精铰孔φ25H7,保证孔的精度达到IT7180957XA专W18Cr4V硬质合金钢端铣刀游1标卡尺411粗铣端面6821375300用夹具132型铣床江苏大学机械学院部件号831002材料HT200编制李光亮(日期)机械加工工艺过程综合卡片部件名称生产种类拨叉批量生产机毛坯重量毛坯种类夹辅具助指导审核切郧建国李小平2012-12-6铸件刀量走走进主切削工时定额(min)工工工工位步序说明工序简图床刀刀削给轴基辅工服助作务时地时间间序或工具具次长深量转速本具数度mm度mmmm/r速r/min度时m/min间XA6专W18Cr4V硬质合金游1821标卡尺511