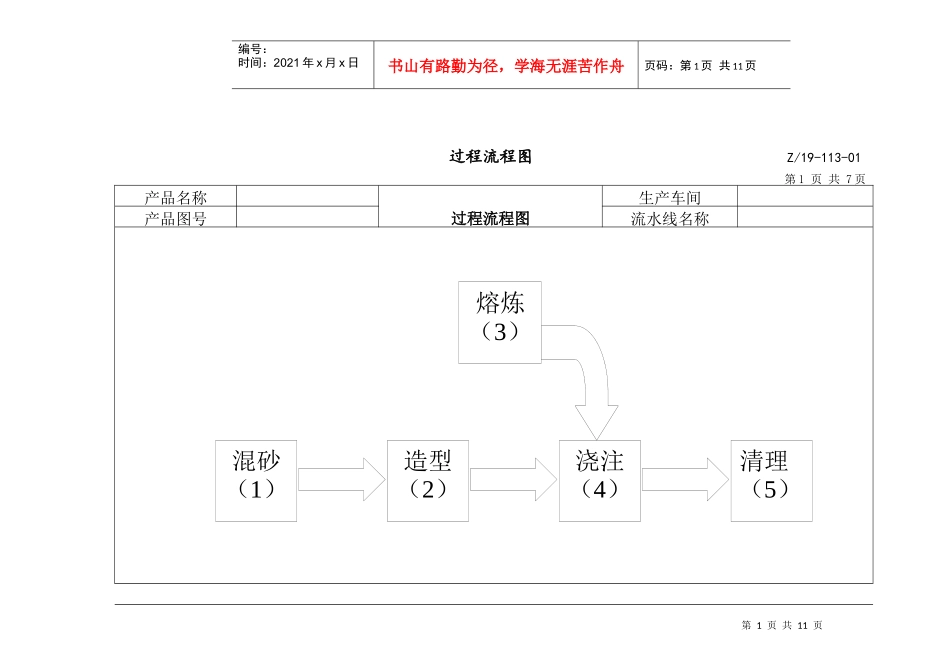
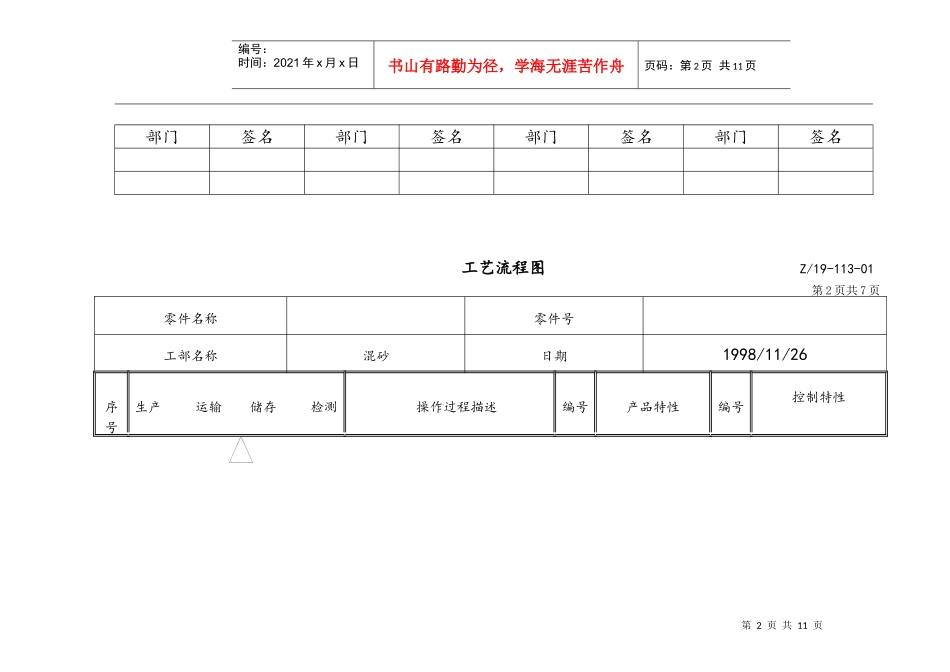
第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共11页过程流程图Z/19-113-01第1页共7页产品名称过程流程图生产车间产品图号流水线名称混砂(1)造型(2)浇注(4)熔炼(3)清理(5)第2页共11页第1页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共11页部门签名部门签名部门签名部门签名工艺流程图Z/19-113-01第2页共7页零件名称零件号工部名称混砂日期1998/11/26序号生产运输储存检测操作过程描述编号产品特性编号控制特性第3页共11页第2页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共11页1-11-21-31-41-5造型材料准备
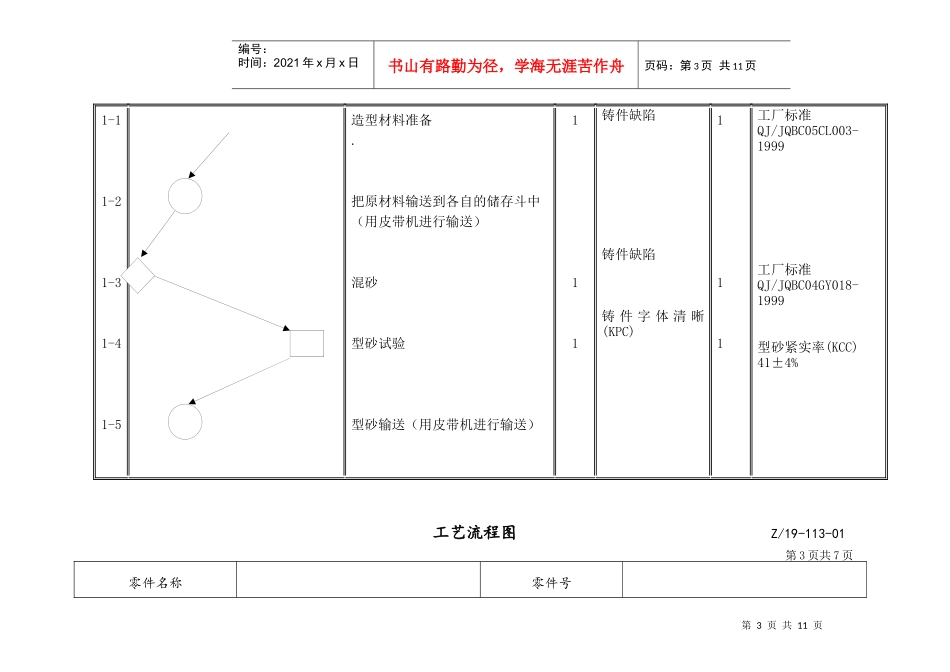
把原材料输送到各自的储存斗中(用皮带机进行输送)混砂型砂试验型砂输送(用皮带机进行输送)111铸件缺陷铸件缺陷铸件字体清晰(KPC)111工厂标准QJ/JQBC05CL003-1999工厂标准QJ/JQBC04GY018-1999型砂紧实率(KCC)41±4%工艺流程图Z/19-113-01第3页共7页零件名称零件号第4页共11页第3页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共11页工部名称造型日期1998/11/26序号生产运输储存检测操作过程描述编号产品特性编号控制特性2-12-2造型材料准备造型12铸件缺陷铸件尺寸12砂型硬度模具尺寸第5页共11页第4页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共11页工艺流程图Z/19-113-01第4页共7页零件名称零件号工部名称熔炼日期1998/11/26序号生产运输储存检测操作过程描述编号产品特性编号控制特性第6页共11页第5页共11页编号:时间:2021年x月x日书山有路勤为径,学海无涯